Технически средства на железопътния транспорт. Предназначение и видове букси
За буксовите агрегати поддръжката и ремонтът се извършват навреме и в съответствие със стандартите, установени от системата Поддръжкаи ремонт на буксовия възел в съответствие с инструкциите на ZTsV-RK.
За наблюдение на състоянието на буксите по маршрута се използват безконтактни системи за откриване на отопляеми букси във влаковете - DISK, PONAB. Принципът на работа на диагностичните системи се основава на възприемането от оборудването на импулси на инфрачервено излъчване от нагрети букси с преобразуване на тези импулси в електрически сигнали, тяхната обработка и предаване на информация за наличието и местоположението на прегретите букси в влак. Устройствата DISK и PONAB до голяма степен допринасят за навременното откриване на неизправни букси и подобряват безопасността на движението.
Посрещане на влакове в движение, инспектори на вагони, използвайки знаци, идентифицират дефектни букси, когато вагоните се движат.
След спиране на влака всяка букса трябва да бъде внимателно проверена в следния ред:
- проверете състоянието на колоосите;
- проверете отоплението на буксата и я сравнете с други букси от този състав;
- проверете капаците, корпуса на буксата, лабиринтния пръстен;
- като докоснете инспекционния капак, определете доброто състояние на крайния монтаж.
Степента на нагряване на буксата се определя чрез допир. Отоплението на буксите от едната страна на влака трябва да бъде еднакво. Повишеното нагряване на каросерията може да се дължи на прекомерно количество грес, монтирано в буксата по време на монтажа. Такова нагряване се извършва веднага след ремонта, чийто момент трябва да бъде посочен на етикета. Това загряване трябва да спре след 500-600 км. Ако се появи нагряване поради работа в лабиринтното уплътнение или дефекти на лагера, колоосът трябва да бъде изпратен за пълен преглед.
Върху капака за наблюдение, точно под средата му, се нанася лек удар с чук. Ако има счупване на болтовете на заключващата щанга или шайбата на чашата, ще се чуе счупена заключваща щанга, разхлабена гайка, двойно удряне или тракане.
Повреда на крайния монтаж, въртене на вътрешните пръстени, разрушаване на лагерите могат да бъдат открити със специален шаблон. Клиновата издатина на шаблона се вкарва отдолу и отгоре между корпуса на буксата и лабиринтния пръстен. Ако шаблонът влезе в празнината отгоре и отдолу на еднакво разстояние, буксата е в добро състояние. Ако шаблонът отгоре влезе по-малко, отколкото отдолу, тогава задният лагер е дефектен; ако влиза повече отгоре, отколкото отдолу, значи предният лагер е дефектен. Допустимата разлика между пролуките в горната и долната част на корпуса е не повече от 1 мм.
Разрез в основата на шаблона с дълбочина 1,7 мм проверява изместването на тялото на буксата спрямо лабиринтния пръстен, което е разрешено не повече от 1,4 мм. Голямото изместване ви позволява да откриете отслабване или повреда на крайния монтаж на лагерите на оста. Тази повреда може да бъде открита с помощта на кука. Прекарвайки кука по протежение на кръстовището на корпуса на буксата с лабиринтния пръстен, се определя количеството на изместване на корпуса. Крайният монтаж е в добро състояние, ако куката се закачи за корпуса на буксата. Крайният монтаж е повреден, ако куката се изплъзне от лабиринтния пръстен върху тялото на кутията.
Външният преглед разкрива повреда на инспекционните капаци, отслабване на техните болтови закопчалки.
На колела, в които неизправностите на буксата се откриват визуално, чрез външни знаци, върху вътрешната повърхност на диска на колелото се поставя надпис с тебешир „по външни признаци“, а ако буксата се нагрява от устройства DISK (PONAB), надписът Прилага се “Спешен случай - ДИСК (PONAB)”. Ако се открие някаква неизправност, идентифицирана чрез външни признаци на нагряване на буксата, инспекторите на вагоните решават методите за нейното отстраняване. Ако е невъзможно да се определи причината за нагряването на кутията на осите, колоосът трябва да бъде изпратен в ролковия магазин на автомобилното депо за ревизия.
Междинна ревизия се извършва при обикновена инспекция на колесни комплекти, когато те се обръщат без разглобяване на буксите, с единна техническа ревизия на леки автомобили и съгласно отделни инструкции като превантивна мярка.
По време на междинна ревизия се използва диагностичен блок за лагери, за да се следи техническото състояние на буксата. Устройството също така открива такива неизправности на лагерите като разцепване на фланците на пръстена и краищата на ролките, кухини от умора и корозия по каналите на пръстените и повърхността на ролките, надраскване на пръстените и ролките, плъзгачи по повърхността на ролките, счупвания на упорния пръстен и други дефекти. Инсталацията включва стенд за въртене на колоосите и диагностичен блок, от който се подават датчици към корпусите на буксите. Ако се открие повреда на буксата, двойката колела се изпраща за пълна ревизия на буксите. Преди производството на междинна ревизия на разточените комплекти колела, буксите се обръщат, за да се определят неизправностите на ухо. Ако се установят удари и необичаен шум, се прави пълна ревизия. Те контролират надеждността на болтовите връзки на ревизионните и фиксиращи капаци, състоянието на лабиринтното уплътнение. Капаците и предните части на буксите се избърсват, ревизионните и фиксиращи капаци се отстраняват. Местата, където капаците пасват, се почистват от мръсотия и се забърсват, сваленият капак се поставя в затворената кутия с вътрешността нагоре. Смазката се избира от предната част на буксата и се прехвърля към отстранения капак за по-нататъшна употреба. В този случай е необходимо да се спазват условията, които изключват навлизането на различни замърсители в капака и кутията на оста.
При проверка на буксата се определя състоянието на смазката. Замърсеността на лубриканта се определя визуално след втриване на количеството му върху гърба на ръката. Кутиите със замърсена грес се изпращат за пълна ревизия. Потъмняването на смазката не е основание за отказ.
Разработено е устройство за определяне на качеството на пробите от смазочни материали по време на производството на междинна ревизия на ролкови букси. За проверка на смазването след отстраняване на ревизионните (фиксиращи) капаци се вземат проби от 4-5 грама от всяка букса. Пробите от смазване се поставят в прозрачно стъкло с вместимост 250-300 ml. Изсипете 100 ml бензин, предварително загрят на водна баня до t 70-90 C, в чаша. Съдържанието на чашата се разбърква старателно с дървена клечка до получаване на хомогенна смес. Ако в смазката има метални частици, те падат на дъното на чашата. В отвора в горната част на уреда (фиг. 3) се поставя чаша с разтвор и уредът се включва. За определяне на съдържанието на метални примеси в смазката се използва магнит, който е монтиран в дървена пръчка. Когато пръчката се движи по дъното на стъклото, зад магнита се отвеждат метални частици, чието движение се наблюдава в огледалото на устройството. По отражение в огледалото на златен пластир може да се прецени наличието на цветни метали в смазката. бял цвятмазнина и нейното незалепване към стените на стъклото показва наличието на вода.
При работа наличието на механични примеси в смазката LZ-TsNI е не повече от 1%, водата е не повече от 1%. Ако състоянието на смазване е добро, се извършва допълнителна проверка на частите на предния лагер и крайния монтаж. Ако се открият пукнатини, счупвания или други неизправности на лагера, буксата се подлага на пълна ревизия. Ако лагерът е в задоволително състояние, блокиращата щанга или крайната шайба, както и болтовете на тяхното закрепване се контролират, разхлабените болтове се затягат. Когато разхлабвате болтовете, сменете пружинните шайби. Дефектният проводник на болтовете на ключалката трябва да се смени. Здравината на закрепването на крайната гайка се проверява чрез удари на метален чук върху рамката, опряна в гнездото на гайката или в една от страните на короната. Проверката трябва да се извърши и в двете посоки на въртене на гайката. Ако ревизията се извършва по време на обикновено изследване на колоосите, независимо от състоянието на крепежните елементи, отстранете заключващата лента и затегнете гайката. Колело и гайка M110-4 с повредена резба не се допускат за по-нататъшна работа.
При краен монтаж на лагерите с шайба, болтовете М20 се освобождават от блокировка и чрез завъртане по посока на часовниковата стрелка с динамометричен ключ се проверява силата им на затягане. Ако има поне един от болтовете с въртящ момент по-малък от 50 Nm, всички болтове се развиват и се проверява състоянието на резбите на болтовете и резбовите отвори в оста. Ако се открият надрези, повреда на преходните точки от главата на болта към вала или други неизправности, болтовете се сменят. Ако повече от първите три резби са скъсани в резбовите отвори на оста или ако е трудно да се затегнат закрепващите болтове, резбовите отвори могат да се коригират с кран. Ако повече от шест нишки резба в отворите с резба са повредени, двойката колела не може да работи до специална инструкция. Болтовете с момент на затягане над 50 nm се затягат със сила от 230-250 nm. Затягането се извършва равномерно. Три болта се завинтват два пъти по периметъра и четири - по схемата 1-2-3-4-3-4-2-1, последвано от заключването им с шайба. При завъртане на търкалящата повърхност на колелата, вместо сваления ревизионен или монтажен капак се монтира временен с отвор за преминаване на центъра на машината. След завъртане на колоосите се отстранява временният капак, проверява се състоянието на смазване и надеждността на крайното закрепване. След всяко завъртане по време на обикновен преглед на комплекти колела, под десния горен болт на фиксиращия капак се поставя допълнителен етикет, върху който се прилагат данни за мястото, времето и серийния номер на завъртане на комплекта колела. Ако смазката, предният лагер и закрепващите части са в добро състояние, предварително извадената се поставя в буксата и при необходимост се добавя прясна грес в размер на 1/3 от свободното пространство на предната част на букса, след което се монтират капаците. Между капаците поставете гумено уплътнение, ново или обслужено, използвано. Между фиксиращия капак и корпуса е монтиран гумен пръстен.
При извършване на междинна ревизия върху капака на буксата се нанася с бяла блажна боя надпис за времето, мястото на ревизията, а именно: буквата Р, месеца, последните две цифри на годината и присвоената номер на автобаза или завод. Резултатите от одита се записват в дневник ВУ-92.
Пълна ревизия се извършва, когато колоосът е инспектиран, буксите не са нагрети, буксовият възел е унищожен, етикетът липсва или щампите върху него са неясни, както и при извършване на заваръчни работи на вагон или талига и на двете букси на една колоос са подложени на ревизия без да отговарят на изискванията. При пълна ревизия на буксите е необходимо да се извършат работи по демонтиране, измиване, проверка и проверка на частите на буксите. При необходимост частите на буксата се ремонтират или заменят с изправни, след което буксите се монтират отново. Извършва се пълна ревизия под наблюдението на майстор, притежаващ сертификат за право на цялостна проверка на колесни комплекти и пълна ревизия на букси.
Страница 5 от 11
5. ПРОЦЕДУРА ЗА РАБОТА С МОНТАЖ НА ДОЛНА ОСТ С ДВА ЦИЛИНДРИЧНИ РОЛКОВИ ЛАГЕРА ОТ ТИП 232726 И 42726
5.1. Демонтаж на букси
5.1.1. Демонтажът на букси с ролкови лагери тип 232726 и 42726 може да се извършва на механизирана или полуавтоматична производствена линия или ръчно в съответствие с разработения за местните условия технологичен процес за демонтаж и монтаж на букси на вагони на ролкови лагери. .
5.1.2. При демонтажа на буксата не се допуска изпускането й от шийката на оста. Строго е забранено използването на какъвто и да е ударен инструмент за отстраняване на лагерите от корпуса. Лагерите от тялото на буксата трябва да се отстраняват само с помощта на специални преси или устройства.
5.1.3. При демонтиране на букси работата с помощта на стойки или ръчно се извършва в следния ред:
а) развийте болтовете на фиксиращия капак и след това свалете фиксиращия капак заедно с инспекционния капак;
б) отстранете греста от капака и предната част на кутията;
в) развийте и свалете болтовете на заключващата щанга или шайбата за чаши. Отстранете шината или шайбата;
г) развийте и свалете крайната гайка, както и упорния пръстен на предния лагер;
д) отстранете корпуса на кутията заедно с лагерните блокове (външен пръстен със сепаратор и ролки) от вътрешните пръстени, монтирани на шийката на оста;
е) с помощта на преса извадете лагерните блокове от корпуса на буксата;
g) отстранете, ако е необходимо, вътрешните пръстени от шийката на оста с помощта на индукционен нагревател, като разклатите нагревателя спрямо оста на колоосите. При разхлабване на пръстена отстранете нагревателя заедно с пръстена, след като изключите нагревателя, извадете пръстена от нагревателя. При отстраняване на дефектен преден лагерен пръстен от гърлото на оста, обслужваемият заден лагерен пръстен не може да бъде свален от гърлото на оста. Загрейте пръстените до температура от 100 ° -120 ° C - това се постига за около тридесет и пет - четиридесет и пет секунди при мрежово напрежение 220 V.
Строго е забранено загряването на пръстените за повече от 1 минута.
Забранено е прекъсването на подаването на ток към нагревателя, докато пръстенът не се разхлаби напълно и пръстенът се отстрани, тъй като в този случай шийката на оста се нагрява. Ако времето за нагряване е изтекло (1 мин.) И не е било възможно да извадите пръстена от гърлото, е необходимо да спрете работата по отстраняване на пръстена и да го възобновите след вътрешния пръстен на лагера и оста врата са се охладили до температурата на околната среда. След това свалете последователно пръстените на предните и задните лагери;
з) ако е необходимо, отстранете лабиринтния пръстен от предглавината на оста с помощта на индукционен нагревател;
i) операциите, посочени в букви "g" и "h", трябва да се извършват, ако е извършена пълна ревизия с премахването на вътрешните пръстени.
5.2. Подготовка за монтаж
5.2.1. Измиване на лагери и части на буксите.
5.2.1.1. След демонтажа лагерите се измиват в автоматична машина със сапунена емулсия, нагрята на пара до 90°-95°C, и се изсушават с нагрят въздух, преминаващ през намотка, разположена във ваната на пералната машина. Новите ролкови лагери и лагерите, покрити с консервационна грес, също трябва да се измият в автоматична машина. В случай, че проверката на лагерите ще се извърши не по-рано от един ден след измиването, те трябва да бъдат смажени с течно масло (вижте точка 2.3.3.).
За да се предотврати изпадането на ролките от седалките на сепаратора, промиването на ролковите лагери в пералните машини трябва да се извършва със специални втулки или други устройства. Допуска се промиване заедно с вътрешни пръстени.
Забележка. Повърхностите за сядане на външните пръстени на лагера може да показват тъмни петна от корозия.
Измиващата течност (сапунена емулсия) на автоматичната машина трябва да съдържа 8-10% от използваната смазка LZ-TsNII.
За измиване на нови лагери е разрешено да се използва миеща течност, съдържаща 1,0-1,5% смазка LZ-TsNII.
5.2.1.2. Кутии, ревизионни и фиксиращи капаци, лабиринтни пръстени, гайки, заключващи ленти, болтове се измиват в автоматични, конвейерни или камерни перални машини с две миещи течности при температура най-малко 90 ° C. Първата миеща течност съдържа 2-5 % сода каустик, а вторият - 8-10% от отпадъчния лубрикант LZ-TsNII от обема на водата във ваните. При липса на втора баня в пералнята е позволено частите да се измият ръчно преди монтажа.
Забележка. Новопроизведените корпуси на буксите и други части на модула на буксите (с изключение на ролковите лагери) могат да бъдат продухани със сгъстен въздух вместо измиване, последвано от щателно избърсване, докато стружките и другите частици бъдат напълно отстранени.
5.2.1.3. След измиване на двойките колела заедно с вътрешните и лабиринтните пръстени, веднага след като разточите двойките колела от шайбата, избършете пръстените с памучен материал и ги намажете с течно масло. Измиването на части от букси и колесни комплекти е разрешено по други методи, съгласувани с Департамента по вагонни съоръжения на Министерството на железниците на Руската федерация.
5.2.2. Проверка, безразрушителен контрол и монтаж на лагери.
5.2.2.1. След измиване и изсушаване, проверете лагерите визуално с лупа в дифузна светлина, за да определите годността им за по-нататъшна употреба. Изпратете дефектните лагери за ремонт. Ако отделни ролки изпаднат от гнездата на сепаратора, изпратете ги за ремонт, за да се измери диаметърът и дължината на всички ролки. Информация за всеки инспектиран лагер с посочване на неговото състояние (включително упорния пръстен) се вписва в дневника за инспекции VU-91 (Приложение 2), докато в колона 4, в допълнение към датата на производство на лагера, производителят също се въвежда (16GPZ, 8GPZ и др.). Въз основа на данните от това списание ежегодно се съставя отчет за работата на ролковите лагери в съответната форма. Тези сертификати, обобщени от службата на вагонното стопанство или заводите за ремонт на вагони, се предоставят на железопътните администрации въз основа на резултатите за годината.
За цилиндричните лагери вътрешните, външните и упорните пръстени, както и ролките и сепараторите се изследват отделно.
Лагерите с неравности се изпращат за ремонт, за да бъдат отстранени. Лагери с протриване и повреди като рибена кост отстрани на външните пръстени и краищата на ролките,
ремонтиран чрез почистване. Месингови сепаратори и ролки преди дефектоскопия
прегледайте визуално. Полиамидните клетки се опъват в специални инсталации. Разтягането се извършва, докато външният диаметър на всяка основа на сепаратора се увеличи с 0,5 mm (или 0,25 mm при едностранно управление чрез циферблатен индикатор). Възможните неизправности на ролковите лагери и условията за тяхното по-нататъшно използване са дадени в точка 7.1. 5.2.2.2. Във фабриките и депата се извършва безразрушителен тест на лагерните части на буксата в съответствие с изискванията на нормативната и техническата документация, одобрена по предписания начин. Списъкът на носещите части, подложени на безразрушителен тест, посочващ зоните и методите на контрол, както и видовете работа, по време на които се извършва контрол, е даден в таблица 5.1
Таблица 5.1
Списък на лагеруващите части на буксата, подложени на безразрушителен тест
името на детайла |
Зони на контрол |
Методи за контрол* |
Видове работи, при които се осъществява контрол |
Вътрешни пръстени, притиснати към шийките на оста |
Външна повърхност |
С пълна проверка на колоос |
|
Вътрешните пръстени са безплатни |
|||
Външните пръстени са разхлабени |
Външна и вътрешна повърхност |
||
Натискащи пръстени |
Цялата повърхност |
||
Цилиндрична повърхност |
|||
Месингови клетки |
Места за свързване на джъмпери с основи |
* Символи на методите за контрол:
VTK съгласно RD 32.150-2000 - изпитване с вихрови токове, MPK съгласно RD 32.157-2000 - изпитване с магнитни частици.
Безразрушителен тест на лагерните части на буксовия възел в депото се извършва при пристигането на дефектни инсталации.
Резултатите от безразрушителното изпитване на частите се записват в специален дневник.
Също така е необходимо по време на монтажа да се гарантира, че маркировката върху клетката е в същата посока като маркировката върху външния пръстен. Краищата на ролките със следния символ трябва да са обърнати в една и съща посока: „+“ или маркировка под формата на цифри, или с по-малък диаметър подрязване със сферична форма, или вдлъбнатина с диаметър 5 mm и дълбочина 1 mm, или с вдлъбнатина от едната страна на сферичните ролкови форми.
Забележка. Ролки с различни символи и канали в краищата се произвеждат от заводите от 1 март 1974 г. Лагерите 30-42726LM, произведени от 3PP3 и 8GPZ, имат канали с различни диаметри в краищата на ролките. За лагери 30-232726L1M, произведени от 5GPZ, един от краищата на ролките в центъра има отвор с диаметър 5 mm, дълбочина 1 mm. Лагерите 30-42726LM и 30-232726L1M, произведени от 8GPZ (частично), имат сферичен канал от едната страна на ролката и плосък край от другата или имат канали със същия диаметър в краищата на ролките, но различни по форма: от една страна - формата сферична, а от друга - пресечен конус. За лагери, произведени в 16GPZ, един от плоските краища на ролките е маркиран под формата на число, например "5". Символът "+" на един от краищата на ролките е поставен при втория вид ремонт на лагери в експлоатационния парк, които нямат горните отличителни характеристики.
5.2.2.3. В сглобено състояние лагерът трябва да се върти лесно, без задръстване и спиране. Не се препоръчва да го въртите дълго време без смазване.
Ориз. 9, радиален габарит 1 - коничен дорник; 2 - референтен пръстен; 3 - дорник; 4 - гайка; 5 - стойка.
Фиг.10. Приспособление за седло със стандарт 1,4 - плочи; 2 - измервателна скоба; 3 - индикатор; 5 - втулка.
5.2.2.4. Новите и употребявани лагери след измиване, изсушаване, охлаждане, проверка или ремонт се комплектоват според радиалните и аксиалните хлабини, според диаметрите на отворите на вътрешните пръстени.
Измерванията на лагерите трябва да се извършват след престоя им в комисионния отдел най-малко 8 часа. В този случай референтните пръстени и измервателните инструменти трябва да се съхраняват в отделението за събиране. Референтните пръстени се заверяват поне веднъж годишно.
5.2.2.5. Нови лагери в допълнение към горната проверка в съответствие с параграф 2.6. TU 37.006.048-73 подлежат на входен контрол за тяхното съответствие с изискванията на GOST 520-92. Контролът е да се провери:
качество на обработка на пръстени, ролки и сепаратори; съответствие на геометрията на отворите на вътрешните пръстени с изискванията на TS; радиални и аксиални хлабини; разлики в дължините и диаметрите на ролките; наличието на пукнатини и други видими дефекти в пръстените, ролките и сепараторите; качество на опаковката.
Един процент от получената партида, но не по-малко от три и не повече от двадесет лагера, се подлага на контролна проверка. Ако избраните лагери не отговарят на горните изисквания, се проверява двоен брой лагери. В случай на незадоволителни резултати от повторната проверка, цялата партида се връща в завода за размяна за добри.
5.2.2.6. За ролкови лагери, произведени в нарушение на изискванията на GOST, TU и чертежи, се съставят протоколи за рекламация; изпращат копия от актовете на железопътните администрации.
5.2.3. Измерване на радиални хлабини.
5.2.3.1. Свободните радиални хлабини на цилиндричните лагери трябва да се определят на приспособление, както е показано на фиг. 9. За тази цел върху приспособлението е фиксиран еталонен вътрешен пръстен 2 с перла. За по-лесно монтиране на лагери, към вътрешния пръстен 1 е монтиран специален конусен дорник. Референтният пръстен се избира от съществуващите вътрешни лагерни пръстени.
Радиалната хлабина на лагера може да бъде измерена със същия вътрешен пръстен, на който лагерният блок ще бъде монтиран на шийката на оста. В този случай хлабината се измерва с щуп в долната част на лагера.
При монтиране на два цилиндрични лагера след демонтиране с и без премахване на вътрешните пръстени или монтиране на нови лагери е разрешено да се контролират стойностите и разликата в радиалните хлабини на сдвоените лагери директно върху шийката на оста. След това в колона 13 на дневника на формуляра VU-90 се въвеждат радиалните хлабини, измерени директно върху шийката на оста.
Радиалната хлабина директно върху шийката на оста се определя с щуп в долната част на лагера или със специален инструмент с циферблат. Разрешено е да се контролира разликата в радиалните хлабини директно върху шийката на оста, с изключение на сондата и приспособлението, и с помощта на приспособление за седло (фиг. 10). В този случай приспособлението за седло е монтирано върху референтен пръстен, който се използва за определяне радиален просветлагер в свободно положение и индикаторът на инструмента за седло е настроен на нула. След регулиране устройството с форма на седло се монтира последователно върху вътрешните пръстени, монтирани на шийката на оста, и действителното отклонение на индикаторната игла със знак плюс или минус се записва върху твърдо валцования диск на колелото. 
Фиг.11. Удължител за стеблото на индикатора при измерване на радиални хлабини с помощта на инструмент за седло 
Фиг.12. Устройство за измерване на аксиалната хлабина между краищата на ролките и страните на външния пръстен 1 - лост; 2 - плоча; 3 - основа; 4 - багажник; 5 - стойка за статив;
6 - гайка; 7 - индикатор; 8 - направляващ конус; 9 - затягащ пръстен;
10 - вътрешният пръстен на измервания лагер.
Когато монтирате лагерния блок в буксата, в зависимост от това къде се е отклонила стрелката на индикатора - на „плюс“ или „минус“, удвоете това отклонение и добавете (или извадете) от радиалния хлабина, написан с цветен молив на външния или крайния повърхността на външния пръстен на лагера, измерена в свободно състояние върху еталонния пръстен. Например, ако радиалната хлабина на лагера в свободно състояние върху референтния пръстен е 0,07 mm, а отклонението на индикатора на приспособлението за седло, когато е монтирано на вътрешния пръстен на шийката на оста, е „минус“ 0,02 mm , тогава действителната хлабина на лагера ще бъде 0,11 mm (0,07+0,02x2).
При използване на инструмент за седло за измерване на радиални хлабини кракът на индикатора трябва да бъде удължен с 20 mm. Удължителят е изработен от стомана StZsp (фиг. 11).
5.2.3.3. Радиалната хлабина се приема като средна аритметична стойност от три измервания, когато външният пръстен е завъртян на 120° около оста. Получените радиални хлабини се записват с цветен молив върху външните или крайните повърхности на съответните външни пръстени на лагерите, както и в дневника форма VU-90. Стойностите на радиалните хлабини, с които е разрешено да работят лагерите, са дадени в точка 6.2.
5.2.4. Измерване на аксиална хлабина в лагер
5.2.4.1. За цилиндрични лагери измерете и запишете в gr. 18 списание форма ВУ-90 аксиална хлабинамежду краищата на ролките и страните на външните пръстени.
5.2.4.2. Аксиалната хлабина в лагера обикновено се измерва с щуп, който се поставя между края на една от ролките и страната на външния пръстен след разглобяване на лагерния блок. Измерванията се правят на три места, когато външният пръстен се върти около оста. За аксиална хлабина вземете минималната му стойност. Аксиалната хлабина в лагера може да се определи в сглобен вид на устройството или на приспособлението (ако има такова, фиг. 12). За тази цел вътрешен вътрешен пръстен 10 е монтиран на инструменталната плоча (страната надолу). На пръстена е монтиран блок от измервания лагер, а на неговите ролки - затягащ пръстен 9, фиксиран с гайка 6.
С помощта на лост 1 повдигнете и спуснете външния пръстен; индикаторният щифт, опрян в края на външния пръстен, определя аксиалната хлабина. В този случай аксиалната хлабина в лагера се приема като най-малката стойност от трите измервания, когато външният пръстен се върти на 120 ° около оста.
5.2.5. Избор на сдвоени лагери.
5.2.5.1. Сдвоени лагери, монтирани на една осова шийка, се избират според радиалните хлабини. Разликата в радиалните хлабини за два сдвоени лагера трябва да отговаря на стандартите, посочени в точка 6.2. Сдвоените лагери трябва да осигуряват изместване на тялото на кутията по отношение на шийката на оста в аксиална посока в рамките на аксиалния ход.
5.2.5.2. Аксиалното биене на два цилиндрични лагера, монтирани на една и съща шийка на оста, не подлежи на измерване и се осигурява от конструкцията на лагерите, при условие че двата съвпадащи лагера са правилно поставени в буксата (маркировките на лагерните блокове трябва да са обърнати извън буксата) и е в рамките на 0,68-1,38 mm.
5.2.6. Измерване на диаметъра на вътрешния пръстен на лагер. 5.2.6.1. За цилиндричните лагери вътрешните пръстени се избират на шийката на оста според намесата, която се създава поради разликата в диаметрите на вътрешните пръстени и шийката на оста (диаметърът на пръстена трябва да е по-малък от диаметъра на врата от количеството на смущенията).
За да се определи смущението, диаметърът на отвора на вътрешния пръстен на лагера се измерва с електронно-механични устройства, одобрени от Министерството на железниците на Руската федерация. Настройката на тези устройства се извършва според референтните пръстени и в съответствие с инструкциите, приложени към тези устройства. Също така е позволено да се измери диаметърът на отвора на вътрешния пръстен на лагера с помощта на инструменти UD1V, UD2V, U-353 (289 или 289M) в две секции на разстояние 10 mm от челната повърхност. В този случай, преди измерването, устройството трябва да бъде настроено според еталонния пръстен (еталон), който е сертифициран по предписания начин. При настройка на механични инструменти, основният край се монтира върху върховете на три ограничителя (или върху опорната повърхност на устройството), така че измервателният подвижен ограничител да докосва пръстена в сектора, маркиран с киселина. При това положение на пръстена стрелката на измервателната глава се настройва на размера на отклонението (от номиналния размер на вътрешния пръстен с диаметър 130 mm). Това отклонение се определя от маркировката, посочена върху референтния пръстен. Например при маркиране на 129,988 мм стрелката на измервателната глава се показва вляво от нулата с "минус" 12 микрона, а при маркиране на 130,010 мм стрелката се показва от нула до "плюс" 10 микрона.
Трикратното въвеждане на стандарта върху устройството проверява стабилността на последното, докато отклонението на стрелката на измервателната глава не трябва да бъде повече от 1/2 деление на скалата, а референтният пръстен не се върти. След настройката на устройството се инсталира контролиран пръстен. При плавно въртене на пръстена в една посока върху опорите, стрелката на измервателната глава ще покаже отклонението на размера на измерения пръстен. Отклоненията се броят от нула.
Бележки. 1. По време на настройката подвижният накрайник трябва да бъде монтиран в областта, маркирана върху референтния пръстен.
2. Референтният пръстен е избран от съществуващите вътрешни пръстени от стомана ШХ4 от нови лагери тип 2726. Установените размери се прилагат към пръстените по време на тяхното сертифициране и посочват датата на проверка в паспорта. Срокът на валидност на референтния пръстен до следващата проверка се определя в съгласие с държавния проверяващ.
3. Необходими са минимум три референтни пръстена, за да се осигури правилна настройка на инструмента.
5.2.6.2. За изчисляване на смущението се взема средноаритметичната стойност на отклоненията на измервателната глава при измерване в две секции на пръстена. Например, ако при измерване в една секция иглата на миниметъра се е отклонила от нула с 9 и 13 µm, това означава, че в тази секция пръстенът има овалност от 4 µm, а средното отклонение е 11 µm. При измерване във втория участък отклонението е 12 и 18 µm. В този случай овалността ще бъде 6 µm, а средната стойност ще бъде 15 µm. Така средноаритметичната стойност на отклонението от номиналния размер на пръстена ще бъде (11+15)/2 =13 µm. Средната овалност на пръстена в този случай ще бъде (4+6)/2=5 µm, а конусната форма на пръстена 15-11=4 µm. За нови лагери допустимите отклонения на диаметъра на отвора на пръстена са 0-25 микрона.
Таблица 6
Фиг.13 а. Скоба за лост 
Фиг.13 b. Регулиране на скобата на лоста 
Фиг. 13 c. Измерване на скобата на лоста на шейната на оста 
Фиг.14. Инструмент за фиксиране и калибриране на резба M110x4 по оста
5.2.6.3. За да се улесни изборът на лагери по шийката на оста в рамките на допустимата плътност при използване на устройствата UD1V, UD2V, 289 и 289M, вътрешните пръстени на лагерите могат да бъдат разделени на групи I, II и III в зависимост от отклонението на диаметъра на отвора от номиналния размер: първата група включва вътрешните пръстени с отклонения на диаметъра на отворите от 0 до -8 микрона, а във втората - с отклонения от -9 до -17 микрона и в третата - с отклонения от -18 до -25 микрони. По този начин вътрешният пръстен, разглеждан в горния пример, със средно аритметично отклонение от 13 µm, трябва да бъде причислен към втората група. Въз основа на резултатите от измерването върху опорната повърхност на вътрешния пръстен маркирайте с цветен молив средноаритметичната стойност на отклонението от номиналния размер или номера на групата, към която този пръстен е присвоен според резултатите от измерването.
Диаметърът на кацане или номерът на групата се вписват в дневника VU-90. Препоръчителното разделяне на групи по размер според средната стойност на диаметъра на отвора на вътрешния пръстен е дадено в табл. 6.
Пръстените се поставят в клетките на стелажа на групи.
5.2.7 Проверка, измерване на оста на колоосите и изпитване без разрушаване на вътрешните пръстени на лагерите, натиснати върху оста.
5.2.7.1. Проверката и сертифицирането на колоосите се извършва в съответствие с "Инструкции за проверка, преглед, ремонт и формиране на колела на вагони". При проверка трябва да се обърне специално внимание на гнездото на вътрешния пръстен на задния лагер, разположено на шийката на оста близо до филето на разстояние 25-34 мм от края на предглавината на оста. . Ако има втвърдяване от лагерния пръстен на посоченото място, то трябва да се отстрани с помощта на шкурка № 6 с масло при въртене на колелата върху машината за гърло.
Те проверяват състоянието на жлеба за фиксиращата щанга, резбите M 12 за болтовете на фиксиращата щанга и резбовата шайба M20 на резбовия жлеб и резбата M110x4 на шийката на оста. С размер на жлеба по-малък от 8 mm, за колела от тип RU1, той се пробива до размер 8 mm с грапавост на крайните повърхности от страната на шийката Rz 2,5 µm и от страната на резбата Rz 40 µm.
5.2.7.2. Осовите шейни за лагери се измерват с електронно-механични устройства, които са преминали държавни тестове и са одобрени от Министерството на железниците на Руската федерация. Настройката на електронно-механичните устройства се извършва в съответствие с инструкциите, приложени към устройствата и съгласно стандартите, доставени с тези устройства. Допуска се измерване на шийките на осите с лостова скоба (фиг. 13 а, б, в) с топлоизолираща дръжка. Регулирането на скобата на лоста, в допълнение към крайните мерки за дължина, може да се извърши с помощта на стандартите на Uralvagonzavod, сертифицирани от органите на Държавната метрологична служба.
Вратовете се измерват в две секции и две взаимно перпендикулярни посоки. Данните за измерванията се въвеждат в дневник форма VU-90.
Измерванията на шийките на осите и частите на предглавините се извършват не по-рано от 12 часа след машинната обработка на новите оси или измиването на комплектите колела в перални машини и не по-рано от 2 часа след набраздяването на шийките или завъртането на колелата по време на ремонт. Разрешено е измерването на осовата шийка не по-рано от 12 часа или 2 часа, при условие че температурната разлика между шийката и околната температура е в рамките на 3 °C. Инструментът, с който ще се измерват шийките, трябва да се провери спрямо контролни плочки или референтни пръстени, или крайни мерки, които са при същите температурни условия като осите, т.е. в същия цех, където колоосите се съхраняват за горепосоченото време.
Диаметърът на резбата на колелата от типове RU1-950 се измерва с дебеломер или специален шаблон. Колелата с диаметър на външната резба над 110 mm трябва да бъдат калибрирани до размер 110 mm със специален инструмент (фиг. 14). Колела с размер на резбата на външния диаметър по-малък от 108,7 mm, както и колооси с повредени резби (износване, счупване на резба, намачкване на работната повърхност на профила на резбата, промяна на стъпката на резбата, задръстване на крайната гайка на оста, и др.) подлежат на ремонт.
При колооси тип RU1SH състоянието на отворите с резба M20 в края на оста се проверява визуално. Ако в резбовите отвори на осите са скъсани повече от първите три резби или ако затягането на закрепващите болтове е трудно, е разрешено да се фиксират резбовите отвори с кран.
Ако повече от шест първи нишки на резбата в резбовите отвори на оста са повредени, колоосът не се допуска за по-нататъшна работа до специална индикация. При счупване на главата или вала на болта, останалата част от болта се развива от оста, без да се повреди резбата на отвора с резба.
Броят на бракуваните колела на година поради неизправности в резбата на шийките на оси от тип RU1 и резбови отвори за болтове M20 на оси от тип RU1SH са посочени в сертификата за експлоатация на основните типове ролкови лагери, изпратени до железопътни администрации.
5.2.7.3. Категорично се забранява бракуването на оси тип RU1 с повредена резба за крайни гайки и болтове М12, закрепващи с фиксатор, както и оси тип RU1Sh с повредена резба за закрепване на болтове с шайба Belleville. Такива оси подлежат на ремонт. Резбата на осите тип RU1 се възстановява чрез наваряване, последвано от нарязване на струг и проверка с калибър.
5.2.7.4. Вътрешните пръстени на лагерите, притиснати върху шийките на осите, се контролират по метода на магнитните частици в съответствие с изискванията на нормативната и техническата документация за безразрушителен контрол, одобрена по предписания начин.
5.2.8. Проверка на букси.
5.2.8.1. След промиване корпусът се проверява за съответствие с изискванията, посочени в точка 7.2. Вътрешната опорна повърхност на корпуса на буксата, упорното рамо (пластмаса) и лабиринтната част се почистват от корозия, неравности и се избърсват с краища, навлажнени с керосин и след това се изсушават. Допускат се тъмни петна върху опорната повърхност на корпуса на кутията след отстраняване на корозионните повреди, т.е. повърхността не може да се почисти до метален блясък.
5.2.8.2. Повърхността на сядане (вътрешен диаметър) на корпуса на буксата се проверява с индикаторен вътрешен манометър (фиг. 15) 
Фиг.15. Индикатор вътрешен габарит тип NI 1 - дорник; 2 - багажник; 3 - индикатор.
или микрометричен вътрешен габарит или електронно-механични устройства за съответствие с чертежните размери и стандарти, посочени в точка 6.1. В случай на ново производство на букси, перпендикулярността на крайната повърхност на задния упорен фланец към цилиндричната опорна повърхност на буксите се проверява със специално устройство или извит квадрат.
5.2.8.3. При букси със заден свалящ се капак, последният не се отстранява по време на промиване. Разхлабените болтове се извиват на 3-4 резби, за да се провери състоянието на пружинните шайби. Ако шайбите са в добро състояние, болтовете са затегнати. Загубилите еластичност шайби се сменят.
5.2.8.4. В буксите на леки автомобили, които нямат отвори за монтиране на температурни сензори за контрол на температурата на нагряване, е необходимо да се пробият отвори съгласно текущата документация. Не се допуска проходен отвор в кутията.
5.2.8.5. Регистрирайте в регистрационния формуляр VU-91 случаи на откриване на неизправност в корпуса на буксата. В този случай в колона 2 се посочва датата на откриване на неизправност в корпусите на буксите, а в колона 5 - вида на корпуса на буксите: пътнически или товарен (например товарен). Колона 6 показва коя неизправност е открита.
5.2.8.6. Корпусите на буксите с износване на опорната повърхност (диаметър на отвора) над допустимата норма, както и с повреди на лабиринтната част, отвори с резба, с проходни отвори за термосензори, със счупени болтове, останали в буксата и други повреди, са обект на ремонт.
Буксите с останалите счупени болтове, както и проходните отвори за температурния датчик се ремонтират в депото по технологичен процес 104.12.01.212.000.28, разработен от ПКТБ за автомобили.
5.2.8.7. Строго е забранено бракуването на корпуса на буксите, които трябва да бъдат ремонтирани.
5.2.8.8. Трябва да се извърши щателна проверка на букси от алуминиеви сплави и букси на товарни вагони с пресован лабиринт.
5.2.8.9. При получаване на нови корпуси на буксите трябва да се извърши 100% контрол на резбата M20 с проходни и непропускливи габарити.
5.2.9. Проверка на частите на осите.
5.2.9.1. Лабиринтните пръстени след оголване и измиване се избърсват и проверяват. На повърхностите за кацане и в лабиринта не се допускат пукнатини, вдлъбнатини, вдлъбнатини, неравности и други дефекти. Размерите се проверяват в съответствие със стандартите, посочени в точка 6.3.
При ремонт на колооси с отстраняване на лабиринтни пръстени е необходимо да завъртите лабиринтния пръстен от диаметър от 183 до 182 mm. По време на пълно изследване без премахване на вътрешните пръстени, в случай на неравности по цилиндричната повърхност на лабиринтния пръстен, почистете го с шкурка. Разрешено е да се използват ремонтирани лабиринтни пръстени с размерите, посочени в параграф 6.3., които са маркирани с "1p" и "2p" и др.
5.2.9.2. Монтажните и инспекционните капаци се проверяват след отстраняване и измиване. Взаимосвързаните монтажни и инспекционни капаци се отделят, за да се замени уплътнението, и се сглобяват отново. На кориците не се допускат пукнатини, вдлъбнатини, прорези, драскотини, изпъкналости, огъвания, изкривявания и други дефекти. Ревизионните капаци, деформирани по протежение на свързващата повърхност, се изравняват.
5.2.9.3. Крайни гайки с радиус на преход 6-8 mm (фиг. 16 a), гайки с жлеб (фиг. 16 b, c, d), гайки с жлеб и подрязване (фиг. 16 d), както и заключващите пръти, шайби и болтове след промиване трябва да бъдат проверени. Те не са разрешени прорези, неравности и други неизправности, които засягат работата на уреда. Строго е забранено пробиването на резбата на гайката M110. Заключващите пръти подлежат на задължителна магнитно-порошкова проверка с марката на предприятието и датата на производство на проверката.
а)
Фиг.16. Крайни гайки а), б) с правоъгълен жлеб; в) със стъпаловиден жлеб; г) с вдлъбнатина.
Фиг.17. Белвилски шайби а) за закрепване с четири болта; б) за закрепване с три болта.
5.2.9.4. С пълни ревизии на букси на крайни гайки, които нямат пръстеновидни жлебове, пръстеновиден жлеб с правоъгълна форма (фиг. 16 b) с ширина 6 mm или стъпаловидна форма (фиг. 16 c, d) с диаметър 152 mm е направен.
5.2.9.5. Дисковата шайба (фиг. 17 а) има четири, а шайбата (фиг. 17 б) има три отвора с диаметър 22 mm за болтове, закрепващи шайбата към челната повърхност на шийката на оста.
Необходимо е внимателно да се проверят шайбите и болтовете на крайния монтаж на лагерите, направени с шайби и четири или три болта M20. Всички открити недостатъци трябва да бъдат докладвани на железопътните власти. Също така е необходимо да се докладва броят на откритите гайки с оголени резби.
5.2.9.6. Заключващи шайби за фиксиране едновременно на четири (фиг. 18) и три (фиг. 19) болта се използват за крайно закрепване на лагери, направени с помощта на дискови шайби и болтове M20.
За да се предотврати повреда на капаците от алуминиева сплав от врязване на пружинни шайби, се използва специална облицовка (фиг. 20).
5.2.9.7. M 12x35 болтове за закрепване на заключващата лента и инспекционния капак, както и M20x60 болтове за закрепване на фиксиращия капак и M20x60.4.8 болтове за закрепване на дисковата шайба са направени в съответствие с GOST 7798-70 и Технически изискваниясъгласно GOST 1759-70. Главите на болтовете M20x60.4.8 са изпълнени по вариант с фалшива шайба върху опорната му повърхност (фиг. 21). В края на главите на болтовете са поставени последните две цифри от годината на монтиране на буксата с размер 6х2,25 мм, когато болтовете са използвани за първи път при монтиране на крайния монтаж. Резбите на болтовете трябва да се навиват. В случай на несъответствие с изискванията на стандартите, болтовете трябва да бъдат отхвърлени. Забранено е използването на болтове M12 и M20 с различен размер на главата.
5.2.9.8. Гумените пръстени, монтирани между монтажния капак и буксата, както и уплътненията между капаците, независимо от състоянието им, се сменят при всяка пълна ревизия на буксата. 
Фиг.18. Фиксираща шайба за заключване на болтове M20 с крайно закрепване с дискова шайба и четири болта 
Фиг.19. Фиксираща шайба за заключване на болтове M20 с крайно закрепване с дискова шайба и три болта
Ориз. 20. Подплата за предотвратяване на повреда на капачките от алуминиева сплав 
Ориз. 21. Болт M20x60.4.8 за закрепване на крайната шайба
5.3. Монтаж на букси
5.3.1. Общи изисквания.
5.3.1.1. Монтажът на букси с ролкови лагери може да се извърши на производствена линия с помощта на механизирани стендове или ръчно. Когато работите с помощта на стойка, двойките колела се подават последователно към тази стойка, с помощта на която се опаковат крайни гайки или болтове M20, болтове M12 на заключващи пръти и капаци на букси M20. При ръчния метод осите и комплектите колела, които изискват монтаж, се монтират в един ред върху релсовия път на монтажното отделение.
Монтажът на букси с помощта на стойки се извършва в съответствие с технологичния процес на демонтаж и монтаж на букси на карета върху ролкови лагери с помощта на средства за механизация и автоматизация.
5.3.1.2. Допускат се за монтаж лагери и колела с температура на околната среда. Следователно монтажът на букси трябва да се извърши не по-рано от 12 часа след измиване на двойките колела в перални машини и не по-рано от 2 часа след завъртане на джантите по време на ремонт, а лагерите - не по-рано от 8 часа след измиването им в пералня кола. Монтажът на букси с ролкови лагери след демонтиране на буксите с отстраняване на вътрешните пръстени или ново образуване трябва да се извърши при спазване на условията, предвидени в параграфи. 5.2.2.4., 5.2.6.1. от настоящите инструкции, тъй като за качеството на закрепване на лагерите към шейната на оста е от съществено значение точността на измерванията на шийките на осите и отворите на вътрешните пръстени на лагерите. Сглобяването на букси с ролкови лагери след демонтиране без отстраняване на вътрешните пръстени е разрешено да се извършва не по-рано от 12 часа след измиване на двойките колела в перални машини и 8 часа след измиване на лагерните блокове, при условие че температурната разлика между вътрешните пръстените на шийката на оста и лагерните блокове ще бъдат в рамките на 3°C.
5.3.1.3. Всички измервателни инструменти, както и устройствата, използвани при монтажа на буксите и монтажните лагери, трябва да се подлагат на периодични проверки, да се поддържат в абсолютна чистота и пълни
изправност.
5.3.1.4. Всеки измервателен инструмент е назначен
стая. Резултатите от периодичната проверка и датите на контрола се записват в дневник на установената форма, който периодично се проверява в промишлени предприятия - от инспектора на железопътната администрация, в ремонтни предприятия - от началника на отдела за контрол на качеството, а в депото - от главния инженер.
5.3.1.5. За техническото състояние на шийките, частите на предглавините на осите и техните размери отговарят служителите на отдела за производство на колела, а служителите на отдела за производство на ролкови лагери, освен това, отговарят и за монтажа на оста кутии.
5.3.1.6. По време на монтажа всички резбови връзки на монтажните части на буксовата кутия са покрити с тънък слой смазка LZ-TsNII, с изключение на резбите на осите тип RU1 и гайките M110. 
Ориз. 22. Монтажна втулка #1
5.3.2. Монтаж на лабиринтния пръстен.
5.3.2.1. Лабиринтните пръстени за кацане на предглавината на оста са избрани според стегнатостта, която се създава поради разликата в диаметрите на пръстена и предглавината. За определяне на стегнатостта вътрешният диаметър на лабиринтния пръстен се измерва с микрометричен или индикаторен дебеломер, а диаметърът на предглавината на оста с микрометър. Измерването се извършва в две взаимно перпендикулярни посоки. Въз основа на резултатите от тези измервания се определят средните диаметри на лабиринтния пръстен и предглавината на оста, според които се изчислява намесата. Получени средни стойности аритметични стойностиотклоненията от номинала се записват върху площадката или страничната повърхност на лабиринтния пръстен, а за предглавините на осите - върху външния ръб на джантата или върху диска на колелото. Диаметърът на лабиринтния пръстен трябва да бъде по-малък от диаметъра на предглавината на оста със стойността на допустимата плътност в границите, посочени в точка 6.4.
5.3.2.2. Лабиринтният пръстен преди засаждането се загрява предварително в електрическа пещ, баня или с помощта на специален индукционен нагревател до температура 125°-50°C. Когато пръстенът се нагрява в електрическа пещ, частта на предшественика се покрива с тънък слой от трансформатор, шпиндел AC или индустриално масло 12. 
Ориз. 23. Местоположението на квадрата и сондата при проверка на монтажа и плътността на лабиринтния пръстен 1 - квадрат; 2 - сонда.
При поставяне лабиринтният пръстен трябва да опира в края на предглавината на оста. На шийката на оста се поставя монтажна втулка № 1 (фиг. 22), с края на която се нанасят удари по лабиринтния пръстен, като постепенно се увеличават при охлаждането му до получаване на чист метален звук. Допуска се натискане на пръстените с хидравлични устройства.
5.3.2.3. След пълно охлаждане на шийката на оста и лабиринтния пръстен, с извит квадрат се проверява в четири диаметрално противоположни точки перпендикулярността на крайната повърхност на лабиринтния пръстен към опорната повърхност на шийката на оста (фиг. 23). Разстоянието между крайната повърхност на лабиринтния пръстен и квадрата се измерва с щуп. Пипната пластина с дебелина 0,04 mm не трябва да влиза в процепа. Същата плоча за усещане се използва за проверка на прилягането на лабиринтния пръстен към края на предглавината на оста (опипачът не трябва да минава). След това преминете към монтажа на букси. Преди да монтирате кутията на оста на гърлото на оста, в лабиринтния пръстен се поставя грес в количество от 100 g, равномерно разпределена по целия периметър. 
Ориз. 24. Подреждане на устройствата при монтиране на вътрешните пръстени а) заден лагер; б) преден лагер 1 - монтажна втулка; 2 - водещо стъкло № 2; 3 - вътрешният пръстен на задния лагер; 4 - лабиринтен пръстен; 5 - вътрешният пръстен на предния лагер.
Ориз. 25. Подреждане на частите при затягане на вътрешните пръстени в аксиална посока
5.3.3. Монтаж на два цилиндрични лагера тип 232726 и 42726 ново производство или след демонтаж с демонтиране на вътрешните пръстени.
5.3.3.1. Подготовката за монтаж на два цилиндрични лагера (фиг. 24 и 25) се извършва в съответствие с изискванията, посочени в vpp. 5.2.1. -5.2.9.8.
5.3.3.2. Закрепването на вътрешните пръстени на лагерите върху шийката на оста при монтиране на два цилиндрични лагера се извършва чрез "намеса", която се създава поради разликата в диаметрите на пръстените и шийката на оста. За да се определи стегнатостта на прилягането на вътрешните пръстени, специални електронно-механични устройства, които се регулират в съответствие с инструкциите, приложени към тези устройства, измерват диаметрите на шийките на осите в две секции, съответстващи на средата на вътрешната пръстени на лагерите, и в две взаимно перпендикулярни посоки. Допуска се измерване на шийките на осите с лостова скоба съгласно горната последователност.
Шините на осите на двойките колела, подобно на вътрешните пръстени, в зависимост от тяхното отклонение от номиналните размери при използване на лостова скоба, също могат да бъдат разделени на три групи по размер. Препоръчителното разделяне на шийките на осите в групи по размер според диаметъра на отвора е дадено в таблица 7.
Таблица 7
Въз основа на резултатите от тези измервания се определят средните диаметри на шийките на осите. Получените средни аритметични стойности на отклонения от номиналните размери или номера на групата се записват върху външната страна на джантата. Отклоненията от диаметъра на гърлото или номера на групата се вписват във формуляра на монтажния дневник VU-90 (Приложение 1). За да се изчисли предварителното натоварване, се вземат средните аритметични стойности на измерванията във всяка секция на шийката на оста и вътрешния пръстен на лагера.
5.3.3.3. Изборът, монтажът и изпитването на лабиринтния пръстен на предглавината на оста се извършва в съответствие с изискванията, посочени в параграфи. 5.3.2.2. - 3.2.3. Преди монтирането на лабиринта и вътрешните пръстени, върху резбовата част на шийката на оста се завинтва водеща втулка № 2 (фиг. 26) с външен диаметър 129 mm.
5.3.3.4. След монтирането на лабиринтния пръстен на шийката на оста се монтират вътрешните пръстени на лагерите, които се загряват предварително в електрическа пещ до температура 100 ° -120 ° C, докато вътрешните пръстени от първата група се монтират на оста шийка от първа група, халките от втора група - на шийката на оста от втора група и др. .d. На дясната и лявата шийка на оста на една двойка колела могат да се монтират пръстени от различни групи.
Вътрешните пръстени на лагера могат да се нагряват в индукционна инсталация "нагревател - демагнетизатор" или в електрически нагреваема маслена баня до температура 100° - 120°C със задължителен контрол.
Преди монтирането на вътрешните пръстени, шийките на осите (ако са били нагрявани в електрическа пещ или индукционна инсталация) се покриват с тънък слой AC шпинделно масло, индустриално 12 или трансформаторно масло. 
Ориз. 26. Направляваща (предпазна) чаша №2 
Ориз. 27. Разположението на кутията на осите при монтиране на лагерни блокове 1 - заден лагер; 2 - преден лагер.
Ориз. 28. Разположението на тялото на кутията, когато е монтирано на шийката на оста
5.3.3.5. Нагретият вътрешен пръстен на задния лагер 3 (фиг. 24 а) се поставя странично през направляващата чаша № 2 на шийката на оста с помощта на монтажна втулка № 1 (поз. 1) и се довежда до лабиринтния пръстен 4.
5.3.3.6. След монтиране на вътрешния пръстен на задния лагер, вътрешният пръстен на предния лагер 5 се монтира върху шийката на оста (фиг. 24 b). В същото време се обръща внимание на плътността на прилягането му директно към вътрешния пръстен на задния лагер. Вътрешният пръстен на предния лагер е монтиран така, че неговата страна със скосявания да е обърната към средата на шийката, а плоският край е обърнат към края на шийката на оста.
5.3.3.7. След отстраняване на направляващата чаша 2 върху шийката на оста се поставя плосък упорен пръстен 2 (фиг. 25), след което с помощта на гайка 1 всички части, поставени на шийката на оста, се затягат в аксиална посока с помощта на ударен инструмент - чук с тегло 3-5 кг. Позволява се затягане и след това затягане на гайката с инерционен ключ или чрез затягане на вътрешните пръстени с хидравлична инсталация със сила най-малко 200 kN (20 tf).
5.3.3.8. При крайно закрепване с шайба Belleville и болтове M20, компресията се извършва с шайба Belleville и четири или три болта M20, които след това могат да се използват в крайното закрепване на тази букса. Моментът на затягане на всеки болт трябва да бъде в рамките на 200-300 Nm (20-30 kgf/m). Допуска се използването на технологични шайби и болтове М20.
5.3.3.9. Докато вътрешните пръстени се охлаждат, за да се осигури плътно прилягане един към друг и към лабиринтния пръстен, гайките M110 и болтовете M20 се затягат. Ринговете остават стегнати до пълното им охлаждане. Допуска се принудително охлаждане на пръстените с трансформаторно масло с температура от +15° до +20°С. След като пръстените се охладят до температурата на околната среда, гайката или шайбата, както и упорният пръстен, се отстраняват. Стегнатостта на вътрешните пръстени един към друг и към лабиринтния пръстен се контролира със сонда при температурна разлика между пръстените и околната среда не повече от 3°C. Плоча на сондата с дебелина не повече от 0,04 mm може да влезе в междината между тези части в участък, не по-дълъг от 1/3 от обиколката.
5.3.3.10. След покриване на опорната му повърхност с тънък слой масло, блокът (външен пръстен с ролки) на задния лагер 1 (фиг. 27) се вкарва последователно ръчно в тялото на буксата, така че страната на пръстена с маркировката е обърната към лабиринтната част на буксата, а блокът на предния лагер 2 така, че краят му с маркировката да е обърнат към предната част на кутията. Забранява се поставянето в буксите на една колесна двойка лагери със сепаратори от различен материал.
Преди монтирането на лагерните блокове в корпуса на буксата, ролките, каналите и страните на външните пръстени се смазват с маслата, посочени в точка 2.3.3. Лагерният блок се смазва от масло, последвано от многократно завъртане на клетката с ролки във външния пръстен.
5.3.3.11. Ролковите лагери, монтирани в буксите и жлебовете на лабиринтната част на буксата или лабиринтния пръстен, са напълно запълнени с грес по целия периметър. В същото време 0,5-0,6 кг смазка се поставя в лагерните блокове и свободното пространство между задния лагер и лабиринтния пръстен и 0,1 кг в лабиринтното уплътнение.
5.3.3.12. Корпусът на буксата с монтирани лагерни блокове се натиска върху вътрешните пръстени (фиг. 28). Плътното движение на тялото на буксата означава, че са направени нарушения при избора на радиални хлабини. Корпусът на буксата с лагерните блокове на вътрешните пръстени трябва да се монтира свободно, без много усилия. В същото време е забранено да се монтират оси, чиито тела са изработени от алуминиева сплав и стомана, на една двойка колела. ![]()
Ориз. 29. Разширителна втулка, монтирана в лагерния блок 1 - разширяваща се втулка; 2 - лагер; 3 - каросерия.
Преди да поставите корпуса на буксата 3 (фиг. 29) с лагерните блокове, е необходимо да раздалечите ролките 2 с ръкава 1. Когато корпусът 2 (фиг. 30) се премести, ръкавът 1 ще излезе на буксата.
5.3.3.13. След монтиране на тялото на буксата, упорният пръстен на предния лагер се поставя на гърлото с маркировката към предната част на тялото на буксата, гайка M110x4 с височина 51 мм се завинтва върху резбовата част на оста . Гайките са предварително избрани според резбата на шийката на оста, за да се осигури най-малката хлабина в резбовата връзка.
5.3.3.14. Затегнете гайката, докато влезе в контакт с плоския упорен пръстен на предния лагер и я затегнете здраво, когато използвате стойка или ръчно, като използвате гаечен ключ и 3-5 кг чук с два до четири удара на рамо от 0,5 m, докато се получи чист метален звук.
След това в жлеба на оста се монтира заключваща щанга, без да се вкарва стеблото й в слота на гайката. Шината е поставена в такава позиция, че когато гайката впоследствие се затегне, за да вкара стеблото на шината в слота, гайката ще се завърти от половин на една корона. Когато използвате гаечен ключ със стрелка, след ръчно монтиране на гайката, докато влезе в контакт с плосък упорен пръстен, тя се затяга предварително с един удар на чук с тегло 3-5 кг върху дръжката на гаечния ключ. След това, поддържайки ключа с една ръка, с другата ръка, щанга със стрелка 4 се монтира на ключа в резбовите отвори на жлеба на оста.
Настройвайки стрелката на нула (риск в края на ключа) и удряйки дръжката на ключа, затегнете гайката под ъгъл от 16 ° (риск в края на ключа). След отстраняване на щангата със стрелката, в жлеба на оста се монтира фиксираща щанга, без да се поставя стеблото й в слота на гайката. След завинтване на един болт на заключващата лента, окончателното затягане на гайката се извършва, за да се постави стеблото на заключващата лента в слота на гайката; докато затягате гайката до размера, половинатакорони (приблизително под ъгъл не повече от 8 °).
Гайката се затяга само чрез завъртане по посока на часовниковата стрелка. Забранено е завъртането на гайката в обратна посока, т.е. разхлабването на затягането й. При затягане на гайката буксата се завърта леко, за да се уверите, че лагерите не са блокирали. След това монтирайте и фиксирайте болтовете на заключващата лента. Болтовете и отворите за тях се смазват с грес. Под болтовете са монтирани пружинни шайби. Болтовете се свързват с мека (закалена) тел с диаметър 1,5-2,0 mm, преминаваща през зенкери в главите им, независимо от монтажа на пружинни шайби. Телта е вързана във формата на числото "8".
Ориз. 30. Разположението на буксата с лагери, когато е монтирана на шийката на оста с разширяваща се втулка 1 - разширяваща се втулка; 2 - каросерия.
5.3.3.15. Когато лагерите са крайно монтирани с дисковидна шайба, последната след монтиране на плоския упорен пръстен на предния лагер се поставя върху шийката на оста. Дисковата шайба е закрепена към края на шийката на оста с четири или три болта M20x60.4.8 с глава, направена с фалшива шайба на опорната повърхност (фиг. 21). При монтиране на крайния монтаж на лагерите с шайба трябва да се използват болтове без следи от корозия. Специално вниманиетрябва да се даде на състоянието на преходната точка на вала на болта към главата. Ако се установи надраскване в точката на прехода от пръта към главата с радиус по-малък от 0,8 mm или други повреди, болтовете не се допускат за по-нататъшна употреба в крайното закрепване. Повредените болтове се сменят.
Под болтовете на дясната и лявата шийка на оста са монтирани заключващи шайби, върху които в съответствие с точка 4.1.5. печати са пълнени (фиг. 7). При крайно закрепване с шайба, чашковите болтове M20 се заключват с фиксираща шайба (фиг. 18 и 19). Затегнете болтовете M20 с калибриран или динамометричен ключ с въртящ момент от 230-250 Nm (23-25 kgf / m). Затягането на болтовете трябва да е равномерно. За да направите това, завинтването на три болта се извършва два пъти по периметъра и четири - според схемата в следния ред: 1-2-3-4-3-4-2-1. След това венчелистчетата на заключващата шайба се огъват с щипки по ръба на главата на всеки болт и се довеждат до плътно прилягане на венчелистчетата на шайбата към краищата на главата на болта.
5.3.3.16. След фиксиране на лагерите в аксиална посока се монтират буксите.
При монтажа между монтажните и ревизионните капаци се поставя ново гумено уплътнение с дебелина 3 мм. Вътрешните повърхности на фиксиращия и ревизионния капак, както и цилиндричната опорна повърхност на фиксиращия капак и съответната повърхност на тялото на кутията, болтовете M20 и M12 и отворите за тях се смазват с тънък слой LZ-TsNII грес. Капаците са закрепени заедно с четири болта M12, под които са монтирани пружинни шайби, като е забранено да се монтират болтове с различен размер на главата. Болтовете се затягат с помощта на стойка или гаечен ключ.
Смазка с маса 0,2 kg се нанася върху външната повърхност на гайката по целия периметър и върху предната видима част на лагера и се уплътнява с пръсти, така че смазката да проникне между сепаратора и фланеца на външния пръстен. Общото количество смазка, поставена в буксите, трябва да бъде в границите, посочени в параграф 6.4.5., докато смазката може да се дозира с мерителен съд вместо с претегляне.
Нов гумен пръстен с напречно сечение 4 mm в диаметър е монтиран между крайната повърхност на тялото и фланеца на капака, повърхността на фланеца на капака се смазва с грес въз основа на запълване на цялата празнина между тази повърхност и края на тялото на буксата след затягане на болтовете. След това кутията на осите се затваря с капаци, прикрепени към тялото с болтове M20, под които също са монтирани пружинни шайби. Под два болта (или един болт, ако е предвиден от конструкцията) на монтажния капак на буксовата кутия на дясната шийка на оста е монтиран етикет от лявата страна.
Инсталирайте допълнителен етикет след монтиране на буксовата кутия за комплекти колела на леки автомобили с вътрешни пръстени от стомана ШХ4, върху които да нанесете отличителните белези 4RP, датата на монтаж на вътрешните пръстени, условния номер, присвоен на точката, която е монтирала пръстени. На същия етикет поставете номерата "160" за колела на леки автомобили, предназначени за скорости над 140 km/h. Строго е забранено монтирането на болтове с различен размер на главата. Използваните гумени уплътнения или гумени пръстени, независимо от състоянието им, се сменят с нови. Когато монтирате букси с помощта на фиксиращи капаци от алуминиева сплав, под всеки два болта M20 (фиг. 20) се монтират дистанционни елементи, за да се предотврати повреда на капаците от срязване на пружинни шайби.
5.3.3.17. Правилното сглобяване на буксата се контролира от наличието на празнина между повърхността на фланеца на монтажния капак и крайната повърхност на буксата и от лекотата на нейното въртене върху шийката на оста, която трябва да е напълно свободна ( буксата се върти ръчно). Допуска се неравномерно разстояние по цялата обиколка, докато минимално допустимото разстояние от 0,3 mm трябва да бъде в областта, където са разположени ушите на монтажните капачки.
Причините за затруднено въртене могат да бъдат прекомерно напълване на буксовата кутия с грес, случайно попадане на чужди тела в буксовата кутия (метални стърготини, парцали и др.), липса на аксиално изместване на буксовата кутия, триене на сепараторът отстрани на вътрешния пръстен на задния лагер или върху плоския упорен пръстен на предния е особено опасен. Тези причини трябва незабавно да бъдат изяснени и отстранени.
Проверете ръчно аксиалното изместване на буксата. Буксата трябва да се движи свободно по шийката на оста в рамките на аксиалния ход. Не се допуска прищипване на ролките в аксиална посока.
5.3.3.18. Буксите след монтиране на лагерите са боядисани с черна боя. Съединенията на лабиринтния пръстен с частта на оста на предглавината, както и частта на предглавината между лабиринтния пръстен и колелото трябва да бъдат внимателно боядисани, за да се избегне образуването на корозионни повреди.
5.3.3.19. Данните за монтажа се записват в дневника на формуляр ВУ-90. В този случай в колона 19 трябва да се запише монтажният диаметър на вътрешните пръстени на задните (числител) и предните (знаменател) лагери, в колона 20 - намесата при монтажа на вътрешните пръстени на задната част (числител) и предни (знаменател) лагери.
5.3.4. Монтаж на два цилиндрични лагера тип 42726 и 232726 след демонтаж без демонтиране на вътрешните пръстени.
5.3.4.1. Монтажът на букси се извършва в съответствие с параграфи. 5.3.3.10 - 5.3.3.19 от тези насоки. Освен това, преди монтажа, в съответствие с точка 5.2.5, радиалните хлабини на сдвоените лагери се измерват директно върху шийката на оста. Стойностите на пропуските се въвеждат в дневника на формуляра VU-90, който трябва да отговаря на стандартите, посочени в точка 6.2. В колона 13 се вписва стойността на радиалната хлабина вместо радиалната хлабина в свободно състояние.
За да се поддържа необходимата разлика в радиалните хлабини, е позволено да се пренареждат лагерните блокове (всеки лагерен блок с този размер може да бъде монтиран на всеки вътрешен пръстен).
5.3.4.2. Плътността на прилягане на вътрешните пръстени към гърлото на оста се проверява с устройство, което се монтира върху вътрешния пръстен, разположен на гърлото на оста, захванат и завъртян в едната посока и в другата с ръкохватка. Разрешено е да се използват устройства за определяне на плътността на прилягането на вътрешните пръстени, одобрени от Министерството на железниците на Руската федерация по предписания начин.
Те също така проверяват плътността на прилягането на вътрешните пръстени един към друг и към лабиринтния пръстен съгласно методологията и стандартите, предвидени в точка 5.3.3.9. Случаите на отслабване на прилягането на вътрешните пръстени се записват в дневника VU-91 (Приложение 2).
Страница 2 от 11
2. КОНСТРУКЦИИ НА ОСОВ МОНТАЖ С РОЛКОВИ ЛАГЕРИ
2.1.1 Ролковите лагери се използват в букси на пътнически и товарни автомобили:
а) с къси цилиндрични ролки, едноредови с едностранен вътрешен пръстен (фиг. 1а);
б) с къси цилиндрични ролки, едноредови с вътрешен пръстен без перли и плосък упорен пръстен (фиг. 1 б).
Забележка. По-нататък ролковите лагери с къси цилиндрични ролки ще бъдат наричани "цилиндрични лагери". Кацането на вътрешните пръстени върху гърлото на оста се извършва чрез пресоване, което се състои в нагряване на вътрешните пръстени (в този случай се получава тяхното обемно разширение), поставянето им върху гърлото на оста, охлаждане, след което необходимата здравина на осигурена е пресова връзка на пръстените с оста.
Формите на ролките на цилиндричните лагери са показани на фиг.2.
Ролките на цилиндричните лагери преди това са били направени със скосявания (фиг. 2 а, б), от 1965 г. ролките на лагери 42726 и 232726 са произведени с рационален контакт - "бомба" (фиг. 2 в). При цилиндрични лагери с масивни месингови клетки без нитове, ролките се държат в гнездата чрез уплътняване на джъмперите, а за полиамидни сепаратори - има специални удебеления на джъмперите.
Основните типове ролкови лагери, използвани в букси на широки пътнически и товарни вагони, техните размери и тегло са представени в таблица 1.
Ориз. 1. Ролкови лагери
а) цилиндричен едноредов с едностранен вътрешен пръстен;
б) цилиндричен едноредов с вътрешен пръстен без перли и плосък упорен пръстен;
1 - външен пръстен; 2 - ролка; 3 - вътрешен пръстен; 4 - сепаратор; 5 - упорен пръстен.
Ориз. 2. Носещи ролки
2.1.2. Цилиндричните ролкови лагери с различни индекси и номера (L, L1, EM, E2M, L4M и др.) след символа се различават един от друг по използвания материал на клетката (L-месинг, E-полиамид и др.).
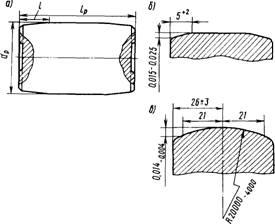
2.1.3. Лагерите (пръстени и ролки) са изработени от хромирана стомана (Таблица 2) класове SHKH15 и SHKH15SG, стомана за електрошлаково претопяване клас SHKH15SGSH, както и от стомана с регулирана степен на закаляване SHKH4 съгласно TU 14-1-92374 и могат да бъдат направени от други марки стомана по споразумение с клиента. Лагерите 42726 с вътрешни пръстени, изработени от стомана с регулирана степен на закаляване ШХ4, имат увеличена фаска от страната на вътрешния пръстен от външната страна с височина 3 mm и ширина 5 mm или има жлеб с радиус от 2,5 мм по външния диаметър на страната на вътрешния пръстен.
Вътрешните пръстени на лагери 232726, изработени от стомана с регулирана закаляване, клас ШХ4, имат жлеб на фаската с дълбочина 0,5 mm и ширина 2 mm. Вътрешните колела на лагерите, изработени от стомана с регулирана степен на закаляване ShKh4, са обозначени с 42726L4M и 232726L4M или 42726E2M и 232726E2M.
2.1.4. Ролковите лагери на каретката са маркирани в съответствие с GOST 520-92 и TU 37.006.048-73.
При производството търговската марка на производителя се прилага върху краищата на външните и вътрешните пръстени на цилиндрични лагери (16GPZ, 8GPZ-HARP, 5GPZ, ZGPZ-SPZ и 1 GPZ-MPZ) и посочва времето на производство, месеца и година. Месецът условно се обозначава с буква, разположена до серийния номер на лагера. За ролкови лагери, произведени в GPZ 16, 8, 3 и 1, от април 1998 г., обозначението на месеца на производство съответства съответно на числата от 1 до 12: 1-януари, 2-февруари и т.н. Лагерните пръстени са маркирани само от едната страна. маса 1
Обозначение на лагера |
Размери на лагера, mm (виж фиг. 1) |
Брой ролки, бр. |
Размери на ролката, mm (виж фиг. 2) |
Радиална хлабина, мм |
Метод на кацане |
Носещо тегло, кг |
|||||
Цилиндрични лагери: |
|||||||||||
30 - 232726, |
|||||||||||
30 - 42728, 36 - 42728 |
|||||||||||
30 - 232728, |
|||||||||||
*) Вътрешен диаметърсвиваеми лагери (диаметър на шийката на оста)
**) Лагерите с полиамидни сепаратори имат 15 ролки
таблица 2
марка стомана |
||||||||
въглерод |
манган |
сяра и фосфор |
никел и мед |
|||||
Буквените обозначения на месеца на производство на лагери от различни лагерни фабрики са представени в таблица. 3. (до 01.01.98 г.) Годината на производство на лагерите условно се обозначава с главна буква на руската азбука и започва от август 1997 г. - последните две цифри на годината - 97, 98 и т.н. Знакът “L” след годината на производство на лагера показва, че лагерът е изработен от електрошлакова претопена стомана.
В допълнение към посочената маркировка, лагерите са маркирани със сериен номер и символ на лагера, състоящ се от цифри и букви.
За серийни лагери (42726, 232726 или 2726) символът характеризира типа, серията, дизайна и други характеристики.
Вътрешните пръстени на лагери от един и същи тип са взаимозаменяеми, следователно основните обозначения на типа (2726) се прилагат върху външните пръстени или могат да се прилагат пълни обозначения (30-42726L или 30-232726L1), както и две носещи символи (отпред и отзад), когато маркировката е разположена в краищата на пръстените през 90 ° в следния ред, например 30-232726L1, ZGPZ, 30-42726L, сериен номер, месец и година на производство.
На вътрешните пръстени се прилагат обозначенията на един тип лагер, производителя, месеца и годината на производство. Започвайки от март 1974 г., буквата "Zh" е приложена към един от краищата на клетката близо до лагерите, а от 1979 г. вместо буквата "Zh", търговската марка на производителя (ZGPZ, 16GPZ или числото 3, 16 и т.н.) .) и буквата на символа или последните две цифри от годината на издаване (M, K или 97, 98 и т.н.). В допълнение, числата 55 се прилагат за сепаратори, изработени от по-издръжлив месинг от марката LTS40MtsZZh.
Цифрата и буквата (30, 36 или ЗН) пред обозначението на лагера показват номера на реда, характеризиращ радиалната хлабина и класа на точност. Например 30 показва, че лагерът е произведен в клас на точност 0 с радиална хлабина в група 3. Лагерите са произведени през 1971 г. имаше съответно обозначения ЗН, 2Н и 1 Н, а от 1971 г. - 30, 36. Буквата "М" след символа на лагера показва, че лагерът има ролки с модифициран контакт - "бомба"; буквата "U" - лагерът е суперфиниран; номерът и буквата "L4M" и "E2M" - вътрешните пръстени на лагерите са изработени от стомана с регулирана степен на закаляване ShKh4.
Буквата "L" показва, че клетката на лагера е месингова, "E" - полиамидна. Ако тези букви не присъстват, тогава разделителят също е месинг.
Цифрите 1,2,3 зад буквата характеризират промяната в дизайна на клетката (без нитове, масивна, лека). Средната стойност на радиалната хлабина може да се приложи и към лагерите. 2.1.5. Цилиндричните лагери, произведени на автоматична линия, освен това могат да имат групов номер (I, II, III), към който вътрешният пръстен се присвоява според отклонението на диаметъра на отвора от номиналния размер. Група 1 включва пръстени с минусови отклонения от номиналния размер до 8 микрона, група II - от 9 до 17 микрона, а група III - от 18 до 25 микрона.
Таблица 3
месец |
Буквени обозначения на месеци на производство на лагери |
||||||||
с |
ОТ |
Всички години с изключение на 1966 г |
|||||||
Септември |
|||||||||
2.2. Втулково устройство с ролкови лагери
2.2.1. В буксите на вагоните се използва глух лагерен монтаж, при който вътрешният пръстен на лагера е директно монтиран върху шийката на оста.
2.2.2 В буксите на товарни и пътнически вагони два цилиндрични лагера (фиг. 3, 4, 5) са монтирани близо един до друг, докато лагерът, разположен в филето на шийката на оста, се нарича заден и в края му – предната.
2.2.3 Кутиите с два цилиндрични лагера могат да бъдат монтирани в края с наклонена гайка MP 0x4 (фиг. 3) или шайба Belleville с четири болта M20 (фиг. 6 a, b) или с три болта M20 (фиг. 6 c, d ).
2.2.4 Характеристики на основните видове оси с ролкови лагери, използвани на пътнически и товарни автомобили, са дадени в таблица. четири.
2.3. Грес за ролкови лагери
2.3.1 За букси на вагони с ролкови лагери се използва железопътна грес LZ-TsNII съгласно GOST 19791-74 или LZ-TsNII (y) съгласно TU 0254-307-00148820-95 (с промени 1 и 2) , който е хомогенен мехлем от светложълт до тъмно жълт (Таблица 5).
В съответствие с GOST или TU смазката LZ-TsNII се доставя в тенекиени кутии с вместимост 20 литра или в стоманени варели с подвижно дъно с вместимост 50 литра, а по споразумение с клиента може да се достави и в метал варели с вместимост 200 литра или в други съдове.
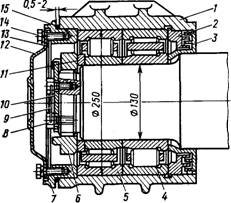
Ориз. 3. Сандък товарен вагон с два цилиндрични лагера с крайно закрепване с гайка
1 - каросерия; 2 - разглобяем лабиринт на тялото на кутията; 3 - лабиринтен пръстен; 4 - заден лагер; 5 - преден лагер;
6 - крайна гайка; 7 - фиксиращ капак;
8 - болт M 12 на заключващата лента с пружинна шайба;
9 - тел; 10 - заключваща лента; 11 - пръстен на опорен лагер;
12 - капак за гледане; 13 - уплътнение; 14 - болт М 12 на ревизионния капак;
15 - уплътнителен пръстен.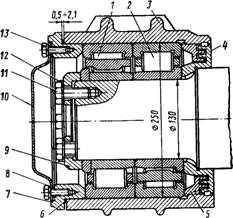
Ориз. 4. Кутия за товарен вагон с два цилиндрични крайно монтирани лагера с чашкова шайба и четири болта 1-преден лагер 232726L1M; 2-заден лагер 42726L;
3 - каросерия; 4 - лабиринтен пръстен; 5 - разглобяем лабиринт на тялото на кутията; 6 - уплътнителен пръстен; 7 - фиксиращ капак; 8 - уплътнение;
9 - крайна шайба; 10- ревизионен капак;
11 - M20 болт за закрепване на крайната шайба; 12 - заключваща шайба;
13 - M 12 болт с пружинна шайба за монтиране на ревизионния капак.
Ориз. 5. Кутия на лек автомобил с два цилиндрични лагера с крайно закрепване с гайка 1 - каросерия; 2 - лабиринтен пръстен; 3 - заден лагер;
4 - преден лагер; 5 - фиксиращ капак; 6 - капак за гледане;
7 - крайна гайка; 8 - заключваща лента;
9 - болт M 12 на заключващата лента с пружинна шайба; 10 - тел;
11 - M12 болт на ревизионния капак; 12 - пружинна шайба;
13 - уплътнение; 14 - уплътнителен пръстен.

Ориз. 6. Опции за краен монтаж на Belleville шайба с маркировка на заключваща шайба а), б) - четири болта (съответно шийките на дясната и лявата ос);
в), г) - с три болта (съответно шийките на дясната и лявата ос);
1 - номер на ос на двойка колела; 2 - знак за образуване; 3 - условен номер на предприятието, което формира колоосите;
4 - дата на формиране на колоосите; 5 - дата на последното пълно изследване на колоосите; 6 - условен номер на предприятието, извършило последното пълно изследване на колоосите;
7- знак за завъртане на двойката колела;
8 - условен номер на точката, извършила завъртане без демонтиране на букси;
9 - дата на завъртане на колоосите без демонтиране на букси;
I - дискова шайба; II - заключваща шайба.
Таблица 4 Конструкция на спомагателния блок
Дизайнът на буксата |
Обозначения на лагери |
Габаритни размери на лагерите, мм |
Тип вагон |
|
отпред |
||||
Кутия с два цилиндрични лагера |
130 x 250 x 80 |
ЦМВ и товари |
||
140 x 260 x 80 |
Товарни превози |
|||
Преди употреба проверете съответствието на данните от сертификата за смазване с изискванията на GOST или TU. При липса на сертификат смазката трябва да бъде тествана в лаборатория. Съгласно отделни инструкции, смазката се проверява независимо от сертификата. Искове трябва да се подават за грес, произведена в нарушение на GOST или TU. Не се допуска замърсяване на смазката с механични примеси и напояване.
Преди напълване на лагерите с грес, за създаване на равномерност, тя се прекарва през апарат за смесване (хомогенизиране) на греста.
2.3.2. Необходимо е да изберете мазнина от контейнера с дървена шпатула или чисти ръце. Забранено е да се режат капаците на консерви с мазнина. Капаците трябва да се отварят със специален нож или инструмент.
2.3.3. За смазване на каналите и краищата на ролките се използва модификаторът emPi-1 (Приложение 7) TU 0253-001-25887352-97. За дългосрочно съхранение на лагери се използва грес PP-95/5 (GOST 4113-80) като защитна смазка срещу корозия.
2.3.4. Смазочните материали трябва да се съхраняват в чисти, плътно затворени контейнери, защитени от прах, мръсотия и вода.
Таблица 5
Името на индикаторите |
Норма според GOST |
Норма по ТУ |
Проникване при 25°C |
||
Якост на опън при 50°C |
200 Pa (2,0 g/cm2), не по-малко от |
|
Точка на пускане |
125°С, не по-ниска |
130°С, не по-ниска |
Колоидна стабилност на извлеченото масло |
23%, не повече |
|
Тест за корозия |
издържа |
издържа |
0,2%, не повече от 0,5%, не повече |
0,02 - 0,2% 0,4% не повече |
ТЕХНИЧЕСКА ИНФОРМАЦИЯ
"Регионален център за иновативни технологии"
Видове неизправности
Ролкова букса на автомобила.
Видове неизправности
1. Устройството на ролковата букса на автомобила
В момента целият автомобилен парк на руските железници е преминал към търкалящи лагери. Използването на буксови кутии с ролкови лагери позволява да се управляват вагоните при високи скорости, да се намали няколко пъти разкачването на вагоните поради нагряване, ви позволява да постигнете значителни икономии на електроенергия или гориво на локомотиви и да намалите разходите за ремонт и поддръжка на автомобили.
Буксите са предназначени да свързват двойките колела на автомобила с рамката на талигата, да прехвърлят натоварването от тялото през лагерите към шийката на осите на двойката колела, както и да ограничават напречното и надлъжно движение на двойките колела спрямо талигата.
Има два типа монтаж за ролкови лагери върху шийките на осите:
1) прилягане на ръкава (с помощта на разделен заострен ръкав);
2) горещо прилягане.
Понастоящем прилягане на ръкаване се прилага. Основният е горещото прилягане на вътрешните пръстени на цилиндричните лагери върху шийките на осите. Надеждността на термосвиваемия монтаж се осигурява от разликата между диаметрите на отвора на вътрешния пръстен, произведен с минус толеранс, и диаметъра на шийката на оста, произведен с плюс толеранс.
горещо приляганеОсновава се на свойството на метала да се разширява при нагряване и да се свива при охлаждане. При горещо монтиране на лагера върху оста вътрешният му пръстен, който има малко по-малък диаметър на отвора от диаметъра на шийката на оста, се нагрява до температура 110 - 120 ° C, в резултат на което пръстенът се разширява и се поставя свободно на врата. Когато изстине, се свива, плътно се увива около врата и се държи здраво върху него.
Ролковата кутия е проектирана по такъв начин, че резултантното натоварване върху шийката на оста преминава вертикално през средата на шийката. Най-разпространеното е директното прехвърляне на товара върху кутията отгоре. В този случай се натоварва само горната повърхност на кутията. Това води до по-интензивно износване на опорните повърхности на корпуса на буксата и челюстите на буксата на страничната рамка. За да се намали износването на триещите се повърхности, в момента се тестват обшивки, които се монтират на мястото на интензивно триене, които са изработени от карбиден метал. В пътнически и някои товарни вагони (оборудвани с талиги TsMV) се използват букси, в които товарът се прехвърля към скобите на долната част на тялото. При тази схема за прехвърляне на натоварването цялото тяло на буксата е носещо.
Типична букса за леки автомобили с цилиндрични ролкови лагери има предни и задни лагери, монтирани близо един до друг върху шийката на оста, което намалява общите размери на буксата и намалява напрежението в шийката на оста. Букса се състоиот следните части:
кадър;
лабиринтно уплътнение;
лабиринтен пръстен;
заден лагер;
преден лагер;
крайна гайка M110;
заключваща лента;
фиксиращ капак;
болтове за закрепване на заключващата лента M12;
гумени уплътнения.
По-долу е показан чертеж на буксата на лек автомобил.
В момента всички товарни и пътнически вагони са оборудвани със стандартна букса с два цилиндрични ролкови лагера с габаритни размери 130 x 250 x 80 mm
(
Разликата между пътническата и товарната букса на автомобила е в дизайна на корпуса и мястото на прехвърляне на товара.
Свиваемият ролков лагер се състои от вътрешен и външен пръстен. Между тях има ролки, държани в сепаратора на еднакво разстояние една от друга. Клетката лежи (е центрирана) отстрани на външния пръстен.
И двата лагера са полузатворен тип. Заден лагер(42726L) има вътрешен пръстен с едно оребрение, преден лагер(232726L1) ролята на дъската се играе от плосък прикрепен натискащ пръстен. Лагерните блокове са взаимозаменяеми. Кацането на вътрешните пръстени върху шийката на оста се извършва с намеса от 40-65 микрона. Минималната плътност на пръстените, които са били в експлоатация, 30 микрона.
Живот на лагерасе определя от диаметъра на ролките: колкото по-голям е диаметърът им, толкова по-издръжливи са те. Известно е също, че издръжливостта на лагера зависи пряко от дължината на линията на контакт между ролката и каналите на пръстените. При цилиндричните лагери контактът на ролката става по цялата й дължина.
При проектирането на оси с ролкови лагери важно условие е рационалното разпределение на натоварването между ролките и по протежение на генератора на ролките и пръстените. Тялото на кутията е с лабиринтно уплътнение. Пръстенообразната повърхност в края на оста позволява ултразвукова проверка на шийката без премахване на вътрешните лагерни пръстени.
Краен монтаж на лагериизвършва се с гайка M110. За да се даде еластичност на гайката, която осигурява включването в работата на увеличен брой нишки, от страната на задния свързващ край на гайката M110 се прави пръстеновиден жлеб. Крайното закрепване се използва и с дискова шайба, която се привлича към края на шийката на оста с помощта на три или четири болта с резба M20 и специални шайби с венчелистчета.
Аксиалното движение на буксата по вътрешните пръстени на лагерите е ограничено от една страна от страната на вътрешния пръстен на задния лагер, от друга - от закрепващия пръстен на предния лагер. По този начин крайната стойка трябва да държи буксата с два лагера на шийката на оста във всички режими на работа, осигурявайки надеждно натискане на пръстена за закрепване на предния лагер.
За смазване на части на буксатаизползва се грес LZ TsNII, която осигурява противозадирчиви и противоизносни ефекти върху триещите се повърхности по време на въртене. Смазването LZ TsNII намалява триенето между частите на лагера, предпазва метала от корозия, а също така допринася за отстраняването и равномерното разпределение на топлината от триене във всички части на лагера. Не се допуска появата на метални и пясъчни частици с абразивни свойства в смазката, както и вода, която води до нейното разреждане и намалява всички характеристики и свойства.
Едно от изискванията, които трябва да бъдат изпълнени по време на експлоатацията на автомобилите, е да се осигури дългосрочна работа без смяна на смазката. Пробегите на вагоните между ревизиите на буксите, при които буксите се разглобяват и се подменя смазката, са доста големи. Следователно, грес за остатрябва да бъде стабилен по своите технически, химични и колоидни характеристики при условия на експозиция тежки товаривърху контактни повърхности, вибрации, повишени температури, влага и др.
Неизбежно при работни условия краткосрочни и дългосрочнивагони или колооси, в които корозионните процеси могат да протичат интензивно. Повреда от корозияхарактеристика на лагерите на осите, следователно антикорозионните защитни свойства на смазката са един от критериите за нейното качество.
Смазка за ролкови лагери на товарни вагонитрябва да отговаря на следните изисквания:
1) да бъде химически и физически стабилен и устойчив;
2) не съдържат абразивни вещества, които могат да причинят износване на лагерните части;
3) имат стабилност на механичните свойства;
4) да не съдържат свободни киселини или други корозивни вещества;
5) осигурява равномерно смазване на лагерните части при различни температури. (За да направите това, лубрикантът трябва да има лепкавост, при която може да устои на действието на центробежни силиима тенденция да го изхвърли от лагера по време на въртене);
6) при всички условия на работа поддържайте крайната якост;
7) имат точка на падане значително по-висока от максималната работна температура, която в букси с ролкови лагери достига 80°C.
Значението и сложността на такава вагонна единица като буксовата кутия определя необходимото повишаване на надеждността и стабилността на нейната работа, като се вземат предвид техническите повреди, възникващи по време на работа.
2. Видове неизправности и причини
разрушаване на ролкови лагери
Една от причините за разкачване на леки автомобили в експлоатация е неприемливо нагряване на букси, което възниква поради разрушаването на основните съставни елементи на ролковите лагери.
Нагряването на лагерите на осите се дължи на триенето при търкаляне на ролките по протежение на пръстените, триенето на смазката върху лагерните части и триенето при плъзгане на краищата на ролките отстрани на пръстените. Топлината, отделена по време на работа на лагерите, се изразходва за повишаване на температурата на самите лагери, смазката, шийката, корпуса на буксата, елементите на колелото, свързани с оста, докато част от топлината се разсейва през повърхността на модула на буксата и двойката колела в околната среда.
Повечето висока температураимат ролки и сепаратори, след това (в низходящ ред) вътрешни и външни пръстени, корпус на полуоска и главина на колело. Температурната разлика между ролките и външния пръстен при работа е 25 - 40°C, но може да достигне и 70°C.
Различното работно нагряване на лагерните елементи причинява температурни деформации, които чрез намаляване на работните хлабини могат да доведат до прищипване (заклинване) на ролките между пръстените и разрушаване на буксата. Следователно температурата на буксата е най-важният критерий, характеризиращ техническото състояние на лагерите. Причината за повишеното нагряване на буксите може да е прекомерното количество смазка в тях, което най-често се получава след ревизия на буксите. Излишната смазка се изцежда през лабиринтните уплътнения и след като автомобилът измине 500-600 км, интензивността намалява. Най-интензивно нагряване на буксата се наблюдава при недостатъчни радиални и особено аксиални хлабини в лагера.
Буксата може да се нагорещи в резултат на внезапни повреди на търкалящите лагери, които, макар и не широко разпространени, представляват заплаха за безопасността на движението на влаковете. Причините за такива повреди са метални дефекти, нарушаване на технологията за механична и термична обработка на лагерите, поради което се създават повишени остатъчни напрежения в пръстените, неправилен избор на пръстени на шийката на оста и ролките според размера на групите , недостатъчна сила на затягане на болтовете за закрепване на крайната гайка или чашковата шайба, повреди от умора - черупки и електрически изгаряния по каналите на пръстените и други.
Основните неизправности на букси с ролкови лагери са: разкъсване на вътрешния пръстен, стъпаловидни стружки отстрани на вътрешния пръстен, отслабване на прилягането на вътрешния пръстен, разхлабване на крайното закрепване, недостатъчност на уморатасепаратор, износване на центриращата повърхност на сепаратора, наводняване на смазката LZ TsNII.
Установено е, че процесът на окончателно разрушаване на лагера бързо се ускорява, ако процесът на търкаляне спре в буксата и се появи сухо триене при плъзгане (например ролки по протежение на пистата на вътрешния пръстен, вътрешният пръстен по шийката на оста ).
Фигура 2 - Разрушаване на крайния монтаж на кутията.
При завъртане на вътрешния пръстен на лагера се получава стъпаловидно износване на шийката, което може да доведе до нейното счупване.
Известно е, че ако повреда на лагера възниква в самото начало на работа, тогава обикновено причините за това могат да бъдат лошото качество на производството му или нарушение на инсталационната технология.
Нарушения на инсталационната технологиясе проявяват в отслабването на прилягането на вътрешните пръстени към шийките на осите поради незадоволителен избор на стойността на предварителното натоварване, както и в отслабването на крайното закрепване на буксата.
Практиката го показва разхлабване на гайкатасе случва по няколко причини. Основните са недостатъчно затягане на гайката, лошо качество на производството на резбата, нарушаване на технологията за демонтаж на двойката колела, когато резбовата част на шийката на оста е деформирана.
При отслабване или разрушаване на крайния монтажролкова букса, тялото на буксата се измества спрямо лабиринтния пръстен, поради което аксиалното изместване на буксата върху шийката се увеличава.
Разхлабване на крайния монтажролковата букса води до нейното разрушаване (счупване на стеблото на фиксатора, усукване на гайката M110, изплъзване на буксата от шийката на оста).
Имайки в предвид работата на гайките на една двойка колела с движеща се колавижда се, че дясната гайка по посока на движението има тенденция да се развие, а лявата - да се затегне. При смяна на посоката процесът е обратен. Всички тези натоварвания водят до счупване на стеблото на браватаи в крайна сметка до завинтването на гайката и плъзгането на корпуса на буксата от шийката на оста.
Освен това, едновременно с износването на врата се появява наклон на буксатапо отношение на оста на колоосите, съответно, ролките и каналите на вътрешните и външните пръстени на съседния лагер са претоварени.
Следното е счупване на вътрешния пръстен на лагер
Фигура 3 - Разкъсване на вътрешния пръстен на лагера
Разкъсването на вътрешния пръстен на лагера причинява два вида повреди.
Първи изглед- когато счупването на пръстена създава моментално задръстване на ролките в радиална посока поради намаляване на радиалния хлабина и шийката на оста започва да се върти вътре в пръстена.
Вторият вид щети- когато спуканият вътрешен пръстен не се върти на гърлото, а ролките са заклинени в радиална посока. Сепараторът е разтопен в горната натоварена зона, по каналите на вътрешния пръстен има следи от приплъзване на ролка, метални напливи, плъзгачи се появяват върху ролките и възелът на осовата кутия е напълно унищожен.
Прегъването на клетката е сериозна неизправност:
Фигура 4 - Счупване на клетката на ролковата кутия.
Основният тип повреда на сепараторае уморното счупване на неговите джъмпери. Счупеният джъмпер може, като бъде изхвърлен от лагера в кухината на буксовата кутия, да бъде смачкан по време на въртене, смесвайки се със смазката (наличието на метални включвания, в които води до началото на нагряване на модула на ролковата букса). Когато сепараторът се счупи, започва рязко увеличаване на приплъзването на ролките по пистата. По краищата на ролките и страните на пръстените се появяват драскотини и неравности, вътрешният пръстен е покрит с мрежа от извити, разкъсани пукнатини.
Трябва също да се отбележи, че такава неизправност като наводняване на смазка, което се среща предимно през зимно-пролетния период. Попадането на вода в смазването на ролковите оси води до загуба на предназначението му, в резултат на което лагерът започва да работи в условия на липса на смазване, което води до приплъзване на ролките при търкаляне по пръстените. Силите на триене при плъзгане се увеличават рязко, което води до повреда на краищата на ролките и страните на пръстените, а сепараторът има износване на центриращата повърхност. Влагата в лагера причинява корозия на метални части. Структурата на метала се променя от повишено нагряване, на каналите на вътрешния пръстен се появяват кухини от умора.

Фигура 5 - Черупка на вътрешния пръстен.
Всяка година приблизително една трета от всички съкращения се случват през първите шест месеца след планираните видове ремонти, което показва незадоволителното му качество. В тази връзка е необходимо да се подобри качеството на ремонта на буксите, да се подобри допълнително ремонтната база чрез въвеждане на прогресивни форми на организация на труда, автоматизация на производствените процеси, както и да се повиши нивото на професионални умения на работниците.
По-долу е дадена диаграма на най-честите повреди на буксата, открити от оборудването KTSM.

Фигура 4.2.6-Диаграма на най-често откриваните повреди на буксовия възел от оборудването KTSM
подвижен състав в участъка на вагонното депо на пътническата техническа станция.
| 1 | Неизправности на клетката (счупване от умора, износване на центриращата повърхност) | 36,8 % |
| 2 | T Технологично подгряване на букса | 17,6 % |
| 3 | О разхлабване на крайния монтаж | 12,3 % |
| 4 | Да се Корозия на каналите на вътрешните и външните пръстени на лагерите | 11,8 % |
| 5 | AT вдлъбнатини на каналите | 7,4 % |
| 6 | У адири на страните и краищата на ролките | 5,9 % |
| 7 | У обелване на вътрешни пръстени | 4,5 % |
| 8 | други | 3,7 % |
Както се вижда от диаграмата, основната повреда на буксата е износването на центриращата повърхност на клетката (36,8%).
Следващата, по отношение на процента, е такава неизправност като технологично нагряване (17.6).
Отслабването на крайното закрепване на ролковия пиедестал (11,8%) е третата по големина от всички грешки, идентифицирани от оборудването.
Невъзможно е да не споменем такава неизправност като корозия на каналите на вътрешните и външните пръстени на лагерите (7,4%).
Вдлъбнатини на каналите (5,9%), надраскване на страните и краищата на ролките (4,5%) и отлепване на вътрешните пръстени (3,7%), въпреки че присъстват в диаграмата на разлагане на резултатите от анализа, но заедно с други други неизправности, те не са толкова ярко изразени, както по-горе.
3. . Влияние на повредите на буксите върху безопасността на движението
Идентифицирането на неизправна каросерия на автомобил е една от най-важните задачи в общата цел за осигуряване на безопасността на движението на влаковете, превоза на товари и пътници. С увеличаване на секционните скорости на подвижния състав се увеличава отговорността на инспекторите на автомобилите при наблюдение на техническото състояние на буксата.
Ако средствата за наблюдение на състоянието на блока на буксата по маршрута са в добро състояние, правилното местоположение на това оборудване, действията на работниците, участващи в спирането и проверката на показанията на инсталацията, които показват превишение на допустимото ниво на отопление, взети навреме, вероятността от възможни сериозни последици е значително намалена.
С оглед на възможното интензивно повишаване на нивото на нагряване на повредена букса (скоростта на нарастване може да достигне 20 ° C в минута), има голяма вероятност от завъртане на вътрешния пръстен на един или два лагера, пълно задръстване на оста кутия, което води до последващо счупване на шийката на оста и като правило дерайлиране на вагона от релсовия път.
Използването на оборудване PONAB, DISK, KTSM позволява да се открият неизправности в осите в началния етап на развитие, своевременно да се отстранят причините за нагряване и да се предотвратят необратими повреди с разрушаване на лагерите.
В тази връзка, в съответствие с Инструкция TsV-TsSh № 453, е разработена процедура за определени, идентифицирани от контролното оборудване, нива на нагряване на кутията на осите.
При показания, класифицирани от апаратурата като авария „Аларма 2”, машинистът, получил информация от ПДЧ, е длъжен:
1. Прилагане на работно спиране на етапа, спиране на влака;
2. Проверка на посочения вагон за наличие на аварийна букса със силно нагряване (с проверка на два съседни вагона);
3. Прехвърлете информация на DSP за процедурата за по-нататъшните им действия:
Когато е посочено нивото на предварително аварийно отопление, показанията се проверяват с индикацията на оператора на пътния отдел, отговорен за контрола в системата PS ACS.
Устройството PONAB-3 дава индикация само за ниво на аварийно отопление "Аларма".
Инсталацията DISK-B може да показва както аварийни нива на отопление, така и предаварийни (нивата се показват на принтера).
Инсталацията KTSM 01 показва четири възможни групи нива на отопление, които са разделени по цвят:
зелен - предавариен "Контрол" (от 0 до 29 ниво); ;
жълто - предварително аварийно "Отношение" (от 30 до 37 нива);
червено - аварийна "Аларма 1" (от 38 до 47 нива);
червено - спешна "Аларма 2" (от 48 до 70 нива).
Ако индикациите с червен цвят "Аларма 1" и "Аларма 2" - процедурата е подобна на горната.
Когато се покаже жълтият цвят „Коефициент“, това показва букса, открита във влака, чието ниво е няколко пъти (в зависимост от настройката) по-високо от нивото на нагряване на съседната букса. Проверката на такива показания на предаварийното ниво се извършва от инспектори на автомобили на станцията, със задължително отваряне на инспекционния капак на блока на буксата, за да се провери състоянието на определената букса.
Когато се покаже зеленият цвят „Контрол“, операторът на системата ASK PS, следейки интензивността на увеличаване на нагряването на буксовата кутия в даден вагон според показанията на няколко инсталации, решава да спре влака и да провери показанията от инспекторите на колите.
При инспекция на влакове в PTO инспекторите на автомобили идентифицират дефектните букси на вагоните по външни признаци, като потупват долната част на инспекционния капак и опипват корпусите на буксите с опакото на ръцете си. Практиката показва, че в някои случаи повредена букса на автомобил може да няма отопление на корпуса на буксата. Такива букси по време на техническия преглед на влаковете се откриват само по наличните външни признаци за неизправност на буксовия възел.
Методът на потупване разкрива ролковите букси на автомобилите, които имат разрушаване на крайното закрепване (разхлабени болтове за закрепване на шайбата на чашата, прекъсване на главите на болтовете за закрепване на фиксиращата плоча на гайката M 110, усукване на M 110 гайка от резбовата част на шийката на оста на колоосите).
Поради сложността на устройството на буксовия блок на автомобила, липсата на възможност за контрол на вътрешното състояние при проверка на автомобилите, изискванията за техническа подготовка на инспекторите на автомобила, които са последното звено във веригата лица, отговарящи за безопасността на движението, се увеличават, което дава готовност за безаварийно преминаване на автомобилите в състава на влака през гарантираните участъци.
Само качеството на техническите изследвания и контролът върху спазването на технологичната дисциплина може да даде положителен резултат при идентифицирането на неизправности на подвижния състав при проверка на автомобили, които застрашават безопасността на движението.
Единно взаимодействие на всички съвременни системи за безконтактно откриване на неизправности на подвижния състав във влака, заедно с висококачествена проверка на подвижния състав в пунктовете за поддръжка на вагони, стриктно спазване на технологичния процес на монтаж и ремонт на вагонни възли, с планирани типове на ремонти, може и трябва да даде положителен резултат за гарантиран прогрес на вагоните до местоназначението им.
Ролкова букса на автомобила.
Видове неизправности
Изпратете добрата си работа в базата знания е лесно. Използвайте формата по-долу
Студенти, докторанти, млади учени, които използват базата от знания в обучението и работата си, ще ви бъдат много благодарни.
публикувано на http://www.allbest.ru/
Въведение
1. Цел и условия на работа на буксовата кутия. Основните неизправности, техните причини и методи за предотвратяване
8. Организация на работното място
Литература
Въведение
сглобяване на части, свързани с повреда
Транспортът е един от най-важните отрасли на материалното производство. Той има голямо значениеза развитието на икономиката, повишаване на ефективността на цялото обществено производство на страната.
За извършване на ясна и ефективна работа в железопътния транспорт се предвижда извършване на техническо преоборудване.
Мерките за модернизиране на TPS са насочени към неговото подобряване. Във всеки конкретен случай, в зависимост от целта, тези мерки са различни: увеличаване на скоростта, намаляване на потреблението на електроенергия, повишаване на надеждността на частите и компонентите на TPS и други мерки.
По време на модернизацията повредените възли и отделни части се заменят с по-модерни и надеждни, за създаването им се използват нови материали, а електронната и микропроцесорната технология се използва широко в устройствата за управление на режимите на работа на TPS и диагностика на състоянието на техните възли. Наред с модернизацията на TPS и създаването на нови серии локомотиви е необходимо да се укрепи ремонтната база на локомотивите. За целта се извършва реконструкция и изграждане на депа и площадки, оборудвани с нови съвременни технологии и оборудване.
Едновременно с доставката на нови, по-надеждни тягови средства е необходимо да се увеличи производството на резервни части, както и да се механизира ремонтното производство.
Всичко това допринася за подобряване на състоянието на парка от електрически и дизелови локомотиви, осигурява тяхната стабилна работа.
Този проект отразява работата на блока на буксата и вредните фактори, които възникват във връзка с неизправността на частите на заваръчните агрегати. Курсовият проект съдържа необходимата нормативна и техническа документация за ремонт в размер на TR-3 в условията на локомотивно депо.
1. Цел и условия на работа на буксата. Основните неизправности, техните причини и методи за предотвратяване
Буксите са предназначени да свързват колоосите с рамата на талигата, за да прехвърлят вертикалното натоварване от ресорната маса на електрическия локомотив към колоосите, както и да прехвърлят тяговите, спирачните и страничните хоризонтални сили от колоосите към рамата на талигата . В процеса на движение те трябва да осигурят възможност за въртене на гредите на осите с минимално съпротивление. Условията на работа на буксата на съвременните локомотиви са много трудни. Боксовете предават големи статични натоварвания от горната конструкция на локомотива до 100 - 200 кг. Тези натоварвания се увеличават с 30 - 50% по време на движение на локомотива поради колебания в центробежните сили в завои и удари в релсовите кръстовища. Буксовият агрегат работи при неблагоприятни атмосферни условия - заобиколен е от прашна среда с големи температурни колебания. околен свят. Условията на работа на локомотива поставят високи изисквания към буксите. Те трябва да бъдат възможно най-надеждни при работа, икономични при производство, рутинна поддръжка и ремонт. Безопасността на движението на влаковете до голяма степен зависи от състоянието на буксите. Конструкцията на буксата трябва да отговаря на следните изисквания: ограничаване на възможността за преместване на рамката на талигата спрямо двойката колела, изключване на възможността чужди предмети да попаднат в буксата, осигуряване на лесна проверка, възможност за смяна и повторно пълнене лубрикант.
Конструктивно безчелюстната букса е направена под формата на тяло, отлято от стомана 25LII, с четири уши за закрепване на пръти с безшумни блокове и две дискови уши за монтиране на стъпаловидни пружини на ос на пружинно окачване върху тях. Към прилива на книгата е заварена скоба за монтиране на хидравличен амортисьор на буксовата кутия. Вътре в корпуса са поставени ролкови лагери тип 3052536LM, 3042536LM с размери 320x180x86mm. Вътрешните пръстени на лагерите се монтират върху шейната в горещо състояние при температура 100 - 1200C.
Пръстените се избират в студено състояние преди нагряване. Напрежението трябва да се поддържа в рамките на 0,04 - 0,06 mm. Външните колела на ролковите лагери са поставени в корпуса с плъзгащо се прилягане. Както вътрешният, така и външният пръстен на лагерите са разделени от дистанционни елементи. Вътрешните пръстени на лагерите са затегнати през упорния пръстен на външния лагер с гайка, която е заключена с щанга, фиксирана с два болта M16 в специален жлеб в края на оста. Аксиалното изместване на два сдвоени лагера трябва да бъде в рамките на 0,5 - 1,0 mm, това се постига чрез избор на дебелина на външния дистанционен пръстен.
Радиалната хлабина на лагерите в свободно състояние трябва да бъде 0,145 - 0,210 mm. Разликата между радиалните хлабини на два сдвоени лагера в свободно състояние е 0,03 mm. Откъм вътрешния край кутията се затваря с лабиринтен пръстен, монтиран на предглавината на оста и капак. Жлебовете в пръстена и капака образуват лабиринт, който предотвратява навлизането на прах, чужди тела в кухината на буксата и изтичането на смазка от буксата. Както от предната страна на буксата, така и отзад под капаците, уплътненията са направени от гумени О-пръстени.
Пространството в лабиринта на задния капак, между задния капак и лагера, между лагерите и предния капак, както и в самите лагери е запълнено с LRW грес. Общото тегло на смазката е 3,5 - 4 кг. Както излишното смазване, така и липсата му причиняват нагряване на буксата и повишено износване на лагерите. Смазката се допълва през отвор в цилиндричната част на корпуса на буксата, затворен със запушалка.
Предаването на теглителни и спирачни сили от тялото на кутията към рамката на талигата се осъществява чрез пръти, които са закрепени към приливите на тялото на кутията с една панта, а с другата към скобите на рамката на талигата. Пантите на пръта са направени под формата на гумено-метални ролки и гумено-метални шайби. Буксите на първата и осмата колела имат предни капаци с фланци за монтиране на сензор за ъгъл на завиване.
Предаването на въртене от оста на колоосите към сензорите на ъгъла на въртене се осъществява чрез специален болт, завинтен в края на оста и влизащ в жлеба на половината на съединителя на инструмента.
Хоризонталните (сцепление, спиране) и вертикалните натоварвания се прехвърлят към рамата на локомотива чрез възела на буксата. При проверка на възлите на буксите се уверяват, че корпусите на буксите са непокътнати и няма пукнатини в тях, проверяват плътността на капаците на буксите и надеждността на тяхното закрепване. Безчелюстната букса на електрическите локомотиви 3ES5K се характеризира с износване на гума близо до повърхността на ролките, завъртане на ролките в гума, разхлабване на шайбите на ролката, счупване и срязване на щифтовете, разхлабване на закрепването на каишка на буксата към конзолата на оста. Както и загуба на масло през уплътненията поради хлабаво прилягане на капаците на кутията. Работното отопление на буксата се проверява ръчно чрез допир. Не трябва да надвишава 700C. Състоянието на лагера зависи от наличието на смазване, празнини и ходове, които се нарушават поради износване на компоненти и части.
Често срещани повреди на буксите са: пукнатини, повреди, корозия, както и рискове, надрасквания, изпъкналости, свързани с дефекти на лагерите.
Лагерите на осите в случай на пълно износване се преоборудват. Тялото на кутията при наличие на пукнатини се отхвърля. Малките диспергирани разкъсвания могат да бъдат елиминирани чрез електрическо заваряване на незавършените повърхности на тялото на кутията. С изключение на челюсти и стебла, при условие че дълбочината след нарязване на пукнатините не надвишава 6 mm, а обемът на отложения метал е 8 mm.
Преди заваряване с помощта на пневматично длето се извършва V-образно рязане на ръбовете с пробиване на краищата на разкъсванията. Заваряването се извършва с електрод 750А, като се внимава да не се допусне изкривяване на корпуса от силно локално нагряване. За да се избегне изкривяване, е желателно да се извършват заваръчни и повърхностни работи във вана с вода. Ако повредата на резбата в отворите на тялото на буксата е по-голяма, тогава не се допуска нарязване на нова резба.Старата резба се пробива, отворът се заварява, разширява и се нарязва нова резба по рисунката. Ако състоянието (изрезите) на жлебовете и издатините в задния капак на лабиринта не отговаря на стандартите, тогава лабиринтът се заварява с последваща обработка или се заменя с капак.
Лабиринтният пръстен е добър, но отслабен в годност или износен по жлебовете и издатините на лабиринта, е позволено да се възстанови чрез наваряване с последваща обработка. В случаите, когато овалността и конусността на пръстена надвишават 0,7 mm, а намесата е по-малка от 0,5 mm, пръстенът може да бъде възстановен чрез нанасяне на лепило GEN-150V върху вътрешната повърхност на пръстена. Стегнатостта на прилягането на пръстена към оста трябва да бъде в диапазона 0,2 - 0,145 mm. Ако намесата, която се образува при кацане върху шийката на оста на вътрешните пръстени на ролковите лагери, е по-малка от 0,3 mm, тя се възстановява чрез нанасяне на лепило GEN-150V
2. Честота и обхват на плановата поддръжка и ремонт
Ревизиите на буксите са междинни, големи и пълни.
На TR - 2 се извършва междинна ревизия. За целта се проверява кутията на осите, проверява се целостта на тялото, капаците, заваръчните шевове на тапицерията и други части. Отстранете мръсотията и свалете предните капаци на буксите, поставете ги в чиста тава за печене или заключваща се кутия с вътрешността нагоре. Старата замърсена грес в достъпната част се отстранява и частите се избърсват. Обърнете внимание на количеството смазка и възможното замърсяване. Ако при триене на смазката с ръце в нея се открие метален прах или парчета метал, двойката колела се разточва и буксовата кутия се демонтира.
След отстраняване на греста от предната част на буксата, проверете достъпните за проверка части, състоянието на заключващите устройства на шийката на оста, закрепването на болтовете, наличието и здравината на теленото закрепване и с леки удари на шлосерския чук, уверете се, че крайната гайка е здраво закрепена. Не е разрешено движение на гайката, което може да се усети с ръка. Проверете частите на предния лагер, уверете се, че няма пукнатини в лагерния пръстен, сепаратора и други дефекти.
Болтовете, фиксиращи тялото на капака, не трябва да влизат в контакт с тялото, така че е необходимо да се провери състоянието на изолационните ръкави.
Проверете състоянието на държачите на четки и четките, ако е необходимо, сменете четките и регулирайте натиска върху тях. При извършване на работа е необходимо да се предпази вътрешността на буксата от замърсяване.
Голяма ревизия на буксите се извършва в TR-3 Буксата се разглобява, оставяйки вътрешните пръстени на цилиндричните лагери на шийките на осите. Лагерите са измити и проверени. При сглобяването на буксата блоковете от цилиндрични лагери и големи дистанционни пръстени се поставят на първоначалните им места в съответствие с маркировката. проверете хлабините и биенето на лагерите. Отхвърлените части се ремонтират или заменят. След сглобяването буксите се пълнят с прясна грес.
Извършва се пълна ревизия на буксите с пълен преглед на колоосите, както и при необходимост от смяна на лагер. В този случай лагерният възел се разглобява, всички части се измиват и проверяват. Корпусът, ролковите лагери и частите, ако е необходимо, се ремонтират или заменят с нови. Измерете и възстановете плътността и празнините при кацане.
Правила за основен ремонт.
3. Методи за почистване и контрол на техническото състояние
Проверката на буксата се извършва по време на поддръжката и TR.
Детайлите на монтажа на буксата се измиват старателно в пералня. След измиване и избърсване тялото на буксата с капаци, дистанционни пръстени, гайка с лабиринтен пръстен, неговият лабиринтен пръстен се проверява и ремонтира. Уверете се в целостта на тялото и липсата на пукнатини в него. Проверете плътността на капаците на кутията и надеждността на тяхното закрепване. Ролковите лагери се измиват със сапунена емулсия в специална перална машина, след това се измиват отново в бензин и се избърсват със салфетки. Проверката, измерването и откриването на дефекти се извършват в съответствие с Техническите указания за експлоатация и ремонт на букси с ролкови лагери за електрически локомотиви TsT \ 2319, както и технологичната инструкция OTE.412.003 на Тбилисския електролокомотивен завод. При проверка се откриват следи от прекомерно нагряване (чрез наличието на оттенъчни цветове), пукнатини по пръстените, ролките и сепараторите, отчупване на метал и черупки по каналите на пръстените и ролките, гофри по каналите на вътрешния пръстен, плъзгачи (плоски) върху търкалящата се повърхност на ролките. Също толкова важно е да се открият стръмни, бъчвообразни, стъпаловидни повърхности на сядане на вътрешния пръстен на лагера, отчупване на рамото на пръстена, напречни дълбоки драскотини по каналите на пръстените, следи от корозия върху работните повърхности на пръстени и ролки; разхлабване, счупване и счупване на кафезни нитове, нащърбени ролки по краищата и ръбовете. При наличието на тези дефекти лагерите се ремонтират, отхвърлените части се сменят.
При сортиране на ролките те се проверяват на специално устройство с миниметър, монтиран на статив. Измерете диаметъра на ролките в средата и на разстояние 10-15 мм от краищата. Разликата в диаметрите на ролките в един комплект не трябва да надвишава 10 микрона. Овалност и разлика в диаметъра по ръбовете на цилиндричната част се допуска до 5 микрона, изпъкналост в средната част - 10 микрона, не се допуска вдлъбнатина на ролката. На същото устройство се проверява височината на ролките, които трябва да отговарят на стандартите. За ремонтиран лагер, пълен с дистанционни пръстени, радиалните и аксиалните хлабини на избрания комплект лагери се определят с индикатор върху плочата за измерване на хлабината. След това се определя предварителното натоварване, което се образува при кацане върху шийката на оста на двойката колела на вътрешните пръстени на ролковите лагери, то трябва да бъде в диапазона 0,04-0,06 mm. Вътрешният диаметър се измерва с вътрешен габарит с индикатор в три сечения по ширината на пръстена в две взаимно перпендикулярни посоки. Ако намесата е по-малка от 0,03 mm, тя се възстановява чрез оставяне или нанасяне на лепило (еластомер) GEN150V върху вътрешната повърхност на пръстена на ролковия лагер.
Корпусът на буксата се проверява внимателно и се почуква с чук, за да се открият пукнатини, разкъсвания, драскотини, драскотини, следи от корозия и драскотини по износените повърхности. При наличие на сквозни пукнатини тялото на кутията се отхвърля. Също така не е позволено да се заваряват пукнатини и разкъсвания, независимо от техния размер, в ушите на буксата под затягащата ролка и в бузите на тялото под каишките. Проверете овалността и конусността на опорните повърхности на отвора в тялото на буксата. Измерванията се извършват на две места по дължината на корпуса на кутията, а във всяко от тях - в две взаимно перпендикулярни посоки. При освобождаване от TR-3 диаметърът на отвора на тялото на буксата трябва да бъде 320 (+0,3; -0,02 mm). Следите от корозия по вътрешната повърхност на буксата се почистват с шкурка № 5 или 6, като същевременно се предотвратява повреда на основния метал. Рискове и драскотини с дълбочина над 1 мм се почистват с шкурка, но ако са с по-малка дълбочина, се допуска да се оставят без корекция. Жлебовете в бузите на тялото под ролките на каишките се проверяват с шаблон. Резбите в дупките на корпуса на кутията трябва да са чисти, без натъртвания, вдлъбнатини и черупки.
Проверяват се капаците (предни и задни) на кутията. Ако се открият пукнатини по фланеца и опорните повърхности, капаците трябва да се сменят. Продукти от корозия, неравности и надрасквания с дълбочина не повече от 0,5 mm върху свързващите повърхности на капаците, лабиринтните жлебове и издатини се отстраняват със скрепер и се почистват с шкурка, върху неработещи повърхности - с файл. Проверете състоянието на резбата на предните капаци за закрепване на скоростната кутия на скоростомера. Проверява се състоянието на издатините и жлебовете в задния лабиринтен капак на буксата най-малко в две взаимно перпендикулярни посоки. С щуп върху плочата се проверява плоскостта на крайната повърхност на задния капак, а с щуп - успоредността на съединителния му фланец. След това вътрешната повърхност на капака на лабиринта е боядисана с нитроемайл или друга маслоустойчива боя.
Лабиринтният пръстен се проверява. Ако се открият счупвания, пукнатини, разкъсвания, изкривяване, износване, причиняващи отслабване на прилягането на частта на оста на предглавината, лабиринтният пръстен се заменя. Пръстенът е годен, но отслабен от прилягане или износен по жлебовете и издатините на лабиринта, е позволено да се възстанови чрез наваряване с последваща обработка. Стегнатостта на прилягането на пръстена към оста трябва да бъде в диапазона 0,02-0,145 mm.
При наличие на пукнатини или чипове, дистанционните пръстени на кутията на оста се сменят, надраскванията, прорезите и следите от корозия се елиминират, острите ръбове се затъпяват с шкурка и файл.
Преглеждат се ролките и тялото (пръчката) на повода, уверява се, че няма износване на клиновидната част, дупки и резби в стеблото на ролките, въртене на ролките в гумени втулки или заедно с втулки в тялото; счупени щифтове или отслабване на прилягането им в тялото на каишката. Откриване на дефекти на средната част на пръта (тялото) на каишката се извършва за откриване на пукнатини, счупвания. При наличие на пукнатини и прегъвания тягата се подменя, а при износени или срязани щифтове се отстраняват, отворите се проверяват чрез разглобяване и се пресоват нови щифтове. За да осигурите необходимата твърдост на каишката в надлъжната и напречната равнина, уверете се, че върху краищата на ролките има печат, указващ твърдостта на гумената втулка в конвенционалните единици. Твърдостта на две каишки при натоварване от 39 kN трябва да бъде 78,5 kN/mm (+;-20%) в надлъжна посока и -7,85 kN/mm (+;-20%) в напречна посока.
4. Технология на ремонта. Графичната част
Разработена е технологична инструкция за извършване на демонтажни и ремонтни работи. Пише в какъв ред се произвеждат. Съдържа описание на технологичните процеси, специализирани в отделни методи за производство и ремонт на продукти и техните компоненти.
Обхватът на извършената работа по време на ремонта включва:
Демонтиране на буксата, отстраняването й от оста на колоосите.
Пране и подсушаване на буксата след пералня.
Откриване на втулки чрез проверка, измервания за откриване на дефекти.
Ремонт, смяна на дефектирали части на буксите
След ремонта извършваме технологичен контрол на всички възли и части на кутията.
Събираме кутията на оста на гърлото на оста на колоосите.
Ремонт на букси. Лагерите се измиват със сапунена емулсия в специална перална машина, след това се измиват отново в бензин и се избърсват със салфетки.
Проверката, измерването и откриването на дефекти на ролкови лагери се извършват в съответствие с Техническите инструкции за експлоатация и ремонт на букси с ролкови лагери за електрически и дизелови локомотиви TsT/2319, както и технологичната инструкция OTE.412.003 на Tbilisi Electric Локомотивен завод.
При преглед се откриват следи от прегряване (от наличието на оттенъчни цветове), пукнатини по пръстени, ролки и сепаратори, метални счупвания, черупки по каналите на пръстените и ролките, гофри по каналите на вътрешния пръстен, плъзгачи (плоски) върху търкалящата се повърхност на ролките.
Също толкова важно е да се открие стръмна, бъчвообразна, стъпаловидна повърхност на сядане на вътрешния пръстен на лагера, отчупване на рамото на пръстена, напречни дълбоки рискове по каналите на пръстените, следи от корозия върху работните повърхности на пръстените и ролки, отслабване, счупване и повреда на нитовете на клетката, отчупване на ролките в краищата и ръбовете. При наличието на тези дефекти лагерите подлежат на ремонт с подмяна на отхвърлените части.
При повторно сглобяване на ролките те се проверяват на специален уред (фиг. .1), като се измерват диаметрите на ролките в средата и на разстояние 10-15 mm от краищата. Разликата в диаметрите на ролките в един комплект лагери не трябва да надвишава 10 µm. Овалността и разликата в диаметъра по ръбовете на цилиндричната част се допускат до 5 микрона, изпъкналостта в средната част - до 10 микрона, вдлъбнатината на ролката е неприемлива. На същото устройство се проверява височината на ролките, които трябва да отговарят на стандартите.
Ориз. 1. Устройство за измерване на диаметъра на ролката: / - устройство; 2 - триножник; 3 -- ролка
След избора на ролките, специална преса произвежда студено занитване на сепараторите. За ремонтиран лагер, пълен с дистанционни пръстени, радиалната хлабина се определя от индикатор 2 (фиг. 2) на плочата за измерване на хлабината 1. За да направите това, вътрешните пръстени се фиксират с шайба под налягане 3, а външният пръстен, заедно с индикаторния щифт, се премества на ръка в хоризонтална посока. На плочата за измерване на хлабината също се проверява аксиалната хлабина на избрания комплект лагери. След това се определя предварителното натоварване, което се образува при кацане върху шийката на оста на двойката колела на вътрешните пръстени на ролковите лагери. Тя трябва да бъде 0,04-0,06 mm за ролкови лагери на електрически локомотиви и 0,035-0,065 mm за дизелови локомотиви. За лагериза дизелови локомотиви предварителното натоварване трябва да бъде 0,003-0,046 mm.
1-плоча; 2- индикатор; 3- уред за миене под налягане.
Ориз. 2. Устройство за измерване на радиалната хлабина на лагери
Вътрешният диаметър се измерва с вътрешен габарит с индикатор в три сечения по ширината на пръстена в две взаимно перпендикулярни посоки. Ако намесата е по-малка от 0,03 mm, тя се възстановява чрез оставяне или нанасяне на лепило (еластомер) GEN-150 (V) върху вътрешната повърхност на пръстена на ролковия лагер.
Корпусът на буксата се инспектира внимателно и се почуква с чук, за да се открият пукнатини, разкъсвания, драскотини, неравности, следи от корозия и драскотини по обработените повърхности. При наличие на сквозни пукнатини тялото на кутията се отхвърля.
Не се допуска заваряване на пукнатини и разкъсвания, независимо от техния размер, в ушите на втулките под затягащата ролка и в бузите на тялото под каишките. Малките диспергирани разкъсвания могат да бъдат елиминирани чрез електрическо заваряване на необработените повърхности на тялото на буксата, с изключение на бузите и стеблата, при условие че дълбочината след изрязване на пукнатината не надвишава 6 mm, а обемът на отложения метал е 8 см. . Заваряването се извършва с електрод E50A, като се внимава тялото на кутията да не се изкриви от силно локално нагряване. За да се избегне изкривяване, е желателно да се извършват заваръчни и повърхностни работи във вана с вода.
Проверете овалността и конусността на опорните повърхности на отвора в тялото на буксата. Измерванията се извършват на две места по дължината на кутията, а във всяко от тях - в две взаимно перпендикулярни посоки. Следите от корозия по вътрешната повърхност се почистват с шкурка № 5 или 6, като същевременно се предотвратява повреда на основния метал. Рискове и неравности с дълбочина над 1 мм се почистват с шкурка, но ако имат по-малка дълбочина, те могат да бъдат оставени
Жлебовете в бузите на корпуса на буксата за ролките на каишките се проверяват с шаблон. Ако е необходимо да се възстановят размерите на жлебовете, те се заваряват с електроди Е42А, последвано от механична обработка до чертежни размери. Измерете отвора за ролката в ушите на кутията. В случай на износване отворът се пробива на не повече от 2 mm от размера на чертежа или се извършва наваряване с последваща обработка. Резбите в дупките на корпуса на кутията трябва да са чисти, без натъртвания, вдлъбнатини и черупки. Допускат се отделни скъсани нишки на резбата, при условие че общо те съставляват не повече от една трета от резбата в отвора. Ако повредата на резбата е голяма, тогава не е позволено да се нарязва нова резба в тялото на буксата под болтовете на капака. В този случай старата резба се разширява до пълното й отстраняване, отворът се заварява и отново се пробива, след което резбата с чертежния размер се нарязва. След наваряване на канали и дупки в буксата и механична обработка, проверете относителната им позиция в тялото на буксата и съответствие с чертежа.
Проверяват се капаците (предни и задни) на кутията. Ако се открият пукнатини по фланеца и опорните повърхности, капаците се сменят. Следи от корозия, неравности и надрасквания с дълбочина не повече от 0,5 mm върху свързващите повърхности на капаците, лабиринтните жлебове и первази се отстраняват със скрепер с шлайфане с шкурка, върху неработещи повърхности - с файл. Проверете състоянието на резбата на предните капаци за закрепване на скоростната кутия на скоростомера. Допускат се отделни скъсани резби, при условие че не съставляват повече от 1/3 от резбата във всеки отвор. При повреда или развитие на резбата се пренарязва до следващия размер по стандарта. При голямо развитие старата резба се пробива, отворът се заварява, отново се пробива и се нарязва нова резба според чертежа.
Проверява се състоянието на издатините и жлебовете в задния лабиринтен капак на буксата най-малко в две взаимно перпендикулярни посоки. Ако е необходимо, лабиринтите се заваряват с последваща механична обработка или се сменя капакът. С щуп върху плочата се проверява равнинността на крайната повърхност на задния капак, а с щуп - успоредността на съединителния му фланец. След това вътрешната повърхност на капака на лабиринта е боядисана с нитроемайл или друга маслоустойчива боя.
Лабиринтният пръстен се проверява. Ако се открият счупвания, пукнатини, разкъсвания, изкривяване, износване, което води до отслабване на прилягането на предглавината на оста, лабиринтният пръстен се заменя. Пръстен, който е добър, но с хлабаво прилягане или износен по жлебовете и издатините на лабиринта, може да бъде възстановен чрез наваряване с последваща обработка. В случаите, когато овалността и конусността на пръстена надвишават 0,07 mm и намесата е по-малка от 0,05 mm за букси на електрически локомотиви и по-малка от 0,02 mm за дизелови локомотиви, пръстенът може да бъде възстановен чрез поцинковане, оставяне или нанасяне на лепило ( еластомер) LEG -150V към вътрешната повърхност на пръстена. Предварителното натоварване при монтиране на пръстена върху оста трябва да бъде 0,02--0,145 mm.
При наличие на пукнатини или чипове, дистанционните пръстени на кутията на оста се сменят, надраскванията, прорезите и следите от корозия се елиминират, острите ръбове се затъпяват с шкурка и файл.
Каишките се почистват от мръсотия и масло, избърсват се с краища, напоени с керосин, и се избърсват на сухо. Невъзможно е да се мият каишки в разтвори, съдържащи каустик.
Преглеждат се ролките и тялото (пръчката) на повода, уверява се, че няма износване на клиновидната част, дупки и резби в стеблата на ролките, въртене на ролките в гумени втулки или заедно с втулки в тялото, счупване на щифтовете или отслабване на прилягането им в тялото на каишката.
Ако се открият такива дефекти в гумено-металните втулки, ролковият комплект с втулките се изтиска и се прехвърля в магазина за доставка за преформатиране. В този случай дефектните втулки се отстраняват и се използват подходящи ролки за оформяне с нови втулки. Новоформираният валяк се държи 10 дни в светлонепроницаема камера при температура 15--30 °С. Ако е невъзможно да се отстранят дефектите на ролката, в лидера се притиска предварително оформена ролка от подвижния състав.
Извършете откриване на дефекти на средната част на пръта (тялото) на каишката, за да идентифицирате пукнатини, счупвания. При наличие на пукнатини и прегъвания тягата се заменя. При хлабаво прилепване, износване или срязване на щифтовете, те се отстраняват, отворите се проверяват чрез разглобяване и се натискат нови щифтове. Използват се добри и ремонтирани пръти (корпуси) за сглобяване с предварително оформени ролки от пренесения запас. В този случай е необходимо да се уверите, че върху краищата на ролките има печат, показващ твърдостта на гумената втулка в конвенционалните единици. Твърдостта на две каишки при натоварване от 39 kN трябва да бъде 78,5 kN/mm в надлъжна посока и 7,85 kN/mm в напречна посока.
Технологията за ремонт на блока на буксата с търкалящи лагери на локомотиви се различава малко от описаната по-горе. При ремонт и сглобяване на блока на буксата те внимателно проверяват надеждността на закрепването на направляващите чаши на буксата и прилягането на чашите в амортисьорите. Предварителното натоварване на стъклото в амортисьора трябва да бъде 0,035--0,095 mm. Те също така проверяват закрепването на амортисьорите в буксите и проверяват фиксиращите им предпазни пръстени.
При проверка на херметичността на връзката на маслопровода с втулките неизползваемите тапи се подменят.
Те проверяват състоянието на защитните капаци на водачите, проверяват дали няма износени места и счупвания и контролират положението на закрепващите пръстени.
След източване на маслото от корпуса на кутията на ролковата ос, капакът се отстранява и аксиалният ограничител с подложките се отстранява, гайката се развива от оста на двойката колела и упорният пръстен се отстранява. Корпусът на буксата заедно с външните пръстени на ролковите лагери се отстранява от шийката на колоосите, като се поддържат с грайфери или с помощта на повдигаща се количка.
Външните пръстени на лагерите се изтласкват от корпуса на буксовата кутия с помощта на винтова тегличка или хидравлична преса, като предварително се маркира (с шкурка) в каква позиция е бил пръстенът на всеки лагер в корпуса на буксовата кутия, така че „ зона на натоварване” на външните пръстени на лагерите по време на последващия монтаж на буксата се премества, като пръстените се завъртат на 90° по посока на часовниковата стрелка от позицията им до разглобяване.
Вътрешните пръстени на ролковите лагери, лабиринтният пръстен и пръстените за севанитното уплътнение се отстраняват от шийката на оста на колоосите след предварително почистване на частите от масло и нагряването им с индукционен нагревател. Индукционният нагревател се включва за около 30–40 секунди, така че температурата на пръстените да не надвишава 100–120 ° C. След отстраняване на един пръстен, шийката на оста се оставя да се охлади, след това се нагрява и следващият пръстен се отстранени и т.н.
Преди свалянето на вътрешния и външния пръстен на лагерите се прави опит да се завърти дистанционния пръстен на ръка. Въртенето на този пръстен ще покаже хлабаво прилягане на пръстените на един от ролковите лагери върху шийката на оста на колоосите.
Разглобяването на букса с плъзгащи лагери не е особено трудно и поради това описанието на този процес не е дадено.
Дефектиране и ремонт на части. След почистване на частите се пристъпва към тяхната проверка и ремонт. Цялата работа е извършена в съответствие с инспекционния списък.
Кутиево тяло. Счупената каросерия е сменена. Дефектите на корпуса, които допринасят за изтичане на смазка - черупки, плен, през пукнатини в мостовете на маслената баня, както и износването на отделни части, включително жлеба за сменяеми балансиращи опори и отслабване на прилягането на капака, се елиминират чрез електрическо заваряване и последваща обработка . Херметичността на гнездата на маслото се проверява чрез наливане на керосин.
Тялото на буксата се износва в зоната на натоварване на външните пръстени на лагерите (под формата на полумесец). Този дефект се елиминира чрез оставяне на вътрешната повърхност на корпуса.
Ако конусът или овалността на корпуса на мястото на пръстените на търкалящите лагери надвишава 0,25 mm, местното износване от завъртане на пръстените в дълбочина е повече от 0,25 mm, тогава корпусът на буксата се заменя с нов. Корозия, надлъжни рискове или надрасквания с дълбочина над 0,1 мм се почистват с шкурка.
Най-износените части от тялото на буксата са корпусите, особено тесните, т.е. разположените отстрани на центъра на колоосите. Плътниците се сменят с нови, ако дебелината им, измерена в средата на височината, е по-малка от 3 mm, а сменяемите балансьорни опори, ако износването на работната им повърхност в дълбочина е повече от 1 mm. Дълбочината на втвърдения слой на новите сменяеми опори трябва да бъде 1,5-3 mm, а твърдостта NK.S 48 4-52.
За да се възстанови номиналната хлабина в кутията на осите, е разрешено да се постави едно стоманено уплътнение със същата дебелина под лентите с дебелина над 3 mm. Платките са закрепени към тялото на буксата чрез електрическо заваряване с прекъсващ шев по контура и електрически нитове.
Преди заваряване лентите на кутията се позиционират (и се притискат с преса), така че отворите за преминаване на смазка в тях и в тялото на кутията да съвпадат, а работната повърхност на тясната лента (TEM1), която има платформа с ширина 100 мм в средната част и скосове към краищата, е разположена отвън.
Невъзможно е да се извършват заваръчни работи по тялото на кутията, ако в него са монтирани търкалящи лагери.
Повърхностите на широките архитрави на кутията трябва да са успоредни, като отклонението се допуска не повече от 0,3 mm. За да се измери паралелността на тези повърхности, кутията на оста се монтира с една от лентите върху обработената греда, а индикаторът, фиксиран върху стелажа, се премества по протежение на другата платформа. Същото измерване може да се направи с микрометър.
Сменяемите опори на балансьорите трябва да пасват плътно в гнездата на тялото на кутията.
Търкалящи лагери. За да се удължи живота на лагерите, не се препоръчва смесването на отделни части в комплектите им. Лагерите се проверяват визуално, а търкалящите се повърхности на детайлите се проверяват със седемкратна лупа. В този случай се обръща специално внимание не само на повърхностите на търкаляне, но и на краищата на ролките, преходните фаски върху опорната повърхност на вътрешните пръстени и на преходите на мостовете в тялото на клетката.
Лагерите с черупки, пилинг, вдлъбнатини и драскотини, открити върху търкалящата се повърхност на ролките и пръстените, както и счупване на нитове и пукнатини в клетките, се изпращат за ремонт в сервизи или депа, които имат отдели за ремонт на търкалящи лагери и са оборудвани с подходящо технологично оборудване. Ролки с нарязани ръбове до 5 mm височина могат да се оставят да работят след почистване на острите ръбове с фин шмиргел. Отслабените нитове на сепаратора са подсилени чрез занитване с гофрове. Допуска се подмяна на отделни нитове на сепаратора.
Отслабването на прилягането (до 0,3 mm) на лагерните пръстени се елиминира чрез поцинковане или нанасяне на лепило GEN-150V върху монтажната повърхност на пръстените.
Ако отслабването на вътрешния пръстен на лагера върху шийката на оста на колоосите надвишава 0,3 mm, тогава шийката на оста се обработва до ремонтния размер и на мястото на стария вътрешен пръстен се поставя нов. В този случай също е възможно да се залепи стоманена лента върху опорната повърхност на лагерния пръстен с помощта на лепило GEN-150V.
Технологична карта на ремонта
|
Инструмент и приспособление |
Отчетено количество работа за единица мярка |
Оперативно време в нормо-мин. За количеството работа |
|||
|
Отключете болтовете, развийте щангата, отстранете ключалката от задния капак |
Клещи, комплект гаечни ключове |
||||
|
Разхлабете болтовете, развийте сглобката на капака на кутията на предния мост, свалете |
|||||
|
Отстранете буксата от оста на колоосите |
Преса, отвертка |
||||
|
Разхлабете болтовете, развийте капака, свалете кутията на задния мост |
Клещи, комплект гаечни ключове |
||||
|
Отстранете смазката, натиснете дистанционния пръстен от тялото на буксата, подсилете частите |
|||||
|
Пръстени вътрешни лагери, лабиринт, дистанционно, заключване откъм гърлото и края на ос за натискане |
Индукционен нагревател |
комплект |
|||
|
Отстранете греста, свалете сачмения лагер, разглобете предния капак, избършете частите, проверете, сменете неизползваемите |
Преса, отвертка, линийка, шублер |
||||
|
Преместете частите на буксата до пералнята и обратно, измийте частите, изпратете лагерите в сервиза и обратно на мястото за монтаж |
Теглещо устройство |
||||
|
Подробности за квадратчето за отметка |
Чук, лупа |
||||
|
Почистете кутията отвътре и проверете |
Шлифоване на кожата |
||||
|
Почистете шийката на оста на колоосите над пръстена, вътрешните лагери и лабиринтите |
|||||
|
Скоба, проверка на предпазния кабел |
Комплект ключове |
||||
|
Сменете предпазния кабел |
|||||
|
Поставете вътрешните пръстени в лагерите, измерете радиалната хлабина в лагерите, огънете пръстените |
комплект |
||||
|
Сглобете капака на кутията на предния мост, поставете сачмения лагер на място |
Преса, отвертка |
||||
|
Пръстени на вътрешни лагери, лабиринтен пръстен, дистанционен, задържащ топлина, поставен на шийката на оста |
Индукционен нагревател |
||||
|
Поставете ролкови лагери на шийката на оста, измерете радиалната хлабина, извадете лагера, изплакнете |
Сонда, баня |
||||
|
Лагери, дистанционен пръстен, който трябва да се натисне в тялото на буксата |
Натиснете, дърпайте устройство |
комплект |
|||
|
Поставете уплътнителната резба, поставете задния капак на място, затегнете и заключете |
Клещи, комплект гаечни ключове |
||||
|
Смажете, поставете буксата върху оста на колоосите |
Теглещо устройство |
||||
|
Поставете заключващата лента на задния капак, фиксирайте и заключете |
Клещи, комплект гаечни ключове |
||||
|
Поставете греста, поставете уплътнителната резба, поставете предния капак на буксата, закрепете и заключете |
|||||
|
Проверете свободното въртене на буксата върху оста на колоосите |
Оборудване, използвано при ремонта.
Клещи
Комплект ключове
Теглещо устройство
Индукционен нагревател
Отвертка
шлосерски чук
Челюсти
Сонда за измерване на аксиален ход на лагери
Приспособление, шаблон
Кран греда
Пералня MMD 12BM
дефектоскоп
манометър
Челюсти
Динамометър
Преса за измерване на каишки за твърдост
Щифт преса
5. Максимално допустими размери на свързващите части
Ремонтът на ролкови оси на електрически локомотив може да се извърши от производствена линия с едновременно отхвърляне (замяна) на дефектни възли с изправни от поръчка за претоварване. Износените части се изпращат за ремонт. Надеждността на блока на буксата зависи преди всичко от работата на лагерите. Те трябва да бъдат избрани правилно. Разликата в диаметрите на ролките в един комплект не трябва да надвишава 10 микрона. Допуска се овалност и разлика в диаметрите по ръбовете на цилиндричната част до 5 микрона, не се допуска вдлъбнатина на ролката. При ремонт на тялото на буксата дълбочината на срязване на пукнатината не трябва да надвишава 6 мм, а обемът на отложения метал не трябва да надвишава 8 кубични см.
Диаметърът на отвора в тялото на кутията трябва да бъде 320 (+0,3; -0,02) mm. Износването на резбата е разрешено, ако общо не надвишава 1/3 от оборота във всеки отвор. Интерферентното прилягане на лабиринтния пръстен трябва да бъде в диапазона 0,02-0,145 mm. Напрежението на вътрешните пръстени на лагера върху оста е 0,04-0,06 мм.
6. Уреди, технически съоръжения, механизация и приспособления, използвани при ремонта
Основата за повишаване на производителността и качеството на труда, както и подобряване на условията на труд на ремонтния персонал е механизацията на тежка, трудоемка, вредна и опасна работа. Локомотивът се демонтира на място за демонтаж или ремонт с демонтаж и преместване на тежки и обемисти монтажни единици. За да се повиши нивото на механизация на демонтажните операции, позициите са оборудвани с механизирани метални и монтажни инструменти под формата на пневматични ключове от различни видове. За извършване на типични манипулации и специални операции, в зависимост от вида на извършвания ремонт, работилниците са оборудвани с различни механизми. В цеха за поддръжка и текущ ремонт на TO-3 TR-1 са монтирани пет- или десет-тонни кранове за отстраняване на монтажни единици. За да се създадат комфортни и безопасни условия в цеховете, са разположени странични технологични платформи и ниски подове, които са разположени отстрани на позицията за демонтаж (ремонт). Такова устройство дава възможност за работа на различни нива. Буксата е с малки размери. Придвижването му из цеха до мястото на ремонт или друга операция се извършва на специализирани колички. Оборудването, използвано при ремонта и проверката на буксата включва: компресор, технически инструмент (ключове, четки, бензинови разтвори и др.). Всякакви механизирани инструменти и устройства, повдигане и превозни средствасвоевременно трябва да премине съответните тестове и прегледи.
7. Сглобяване, проверка и тестване на монтажния комплект
След ремонт на възлите и частите на блока на буксата, избор на ролкови лагери според диаметрите, започва заваряването на буксата.
Вътрешните пръстени се притискат към шийката на оста на колоосите, намесата трябва да бъде в диапазона 0,04-0,06 mm. Вътрешният диаметър се измерва с вътрешен габарит в три секции по ширината на пръстена, в две перпендикулярни посоки.
Ако намесата е по-малка от 0,03 mm, тя се възстановява чрез оставяне или лепило GEN-150V върху вътрешната повърхност на лагерния пръстен.
Външните пръстени са притиснати в тялото на кутията. Лагерите за аксиално тегло се проверяват на специален стенд.
Стегнатостта на лабиринтния пръстен трябва да бъде в рамките на 0,02-0,145 mm. Смажете капака на буксата и затворете капака. След заваряване на тялото на буксовата кутия се проверява твърдостта му при натоварване от 39 kN в надлъжно сечение 78,5 kN (+; -20%), в напречно сечение 7,85 kN (+; -20%).
След завършване на настройката затегнете окончателно всички болтове на капаците. Кутията трябва да се върти свободно, безшумно и без удари по оста от усилието на ръката на един човек.
След отстраняване на смазката от предната част на буксата, проверете достъпните за проверка части, състоянието на заключващите устройства на шийката на оста, закрепването на болтовете, наличието и здравината на закрепването на телта и с леки удари на шлосерския чук, уверете се, че крайната гайка е здраво закрепена. Не е разрешено движение на гайката, което може да се усети с ръка. Ако при затягане гайката се завърти на половин оборот или повече, буксата се демонтира за ремонт. Проверете частите на предния лагер, уверете се, че няма пукнатини в лагерния пръстен, сепаратора и други дефекти.
Болтовете, които закрепват тялото към капака, не трябва да влизат в контакт с тялото, така че е необходимо да се провери състоянието на изолационните втулки.
Проверете състоянието на четкодържачите и четките, ако е необходимо, сменете четките и регулирайте напрежението върху тях.
Добавете LRW грес, ако е необходимо, така че приблизително 1/3 до 1/2 от предната кухина на корпуса на буксата да бъде запълнена.
8. Организация на работното място
Приложено оборудване:
Работните места на шлосерите са оборудвани в съответствие с изискванията на правилата за ремонт и техническите указания за ремонт на дизелови локомотиви с устройства, включително гаечни ключове, тегличи, преси и други устройства, които улесняват работата, спомагат за подобряване на качеството на ремонта и растежа на производителността на труда.
Оборудването и приспособленията се поддържат в пълно съответствие с технологичните условия за тяхната експлоатация, в процеса на ремонт използвайте правилно монтирани, измервателни инструменти и устройства, предвидени от технологичните процеси, които отговарят на изискванията на технологичните условия и GOST.
За демонтажни, монтажни и транспортни работи по време на ремонта на електрически локомотиви се използват подемно-транспортни механизми, монтажни колички и други средства за механизация, налични в депото.
Организация на труда:
Работните места на шлосерите трябва да бъдат осигурени с материали, части и резервни части, установени от нормите на технологичния резерв. Личните и екипните инструменти трябва да се съхраняват в шкафове за инструменти и открити стелажи, разположени на работното място, а ключарите получават специални инструменти и приспособления от инструменталното помещение на депото; поддръжка на ТО-3 и текущ ремонт на ТР-1; TR-2; Електрическите локомотиви TR-3 се извършват от монтьори с подходяща квалификация, осигуряващи високо качестворабота, както и съответствие с размерите, точността на сглобяване и приемане на части в съответствие със стандартите за толерантност и износване; транспортирането на компоненти и части в рамките на работното място, до 50 м, се извършва от ключари, пряко участващи в ремонта на локомотива. Времето, изразходвано за посочения транспорт, се взема предвид в стандартните норми. Стандартните времеви норми осигуряват рационална последователност на изпълнение на работните елементи въз основа на опита на напредналите предприятия.
9. Безопасност при ремонт и мерки за опазване на околната среда
При ремонт се използват широко различни метални, пневматични и електрически инструменти. Използването им улеснява работата на работниците, а също така създава по-безопасни условия на труд. Работейки с инструмента, механикът трябва ежедневно да следи състоянието му. Не трябва да се използва дефектен инструмент, т.к това може да доведе до инцидент. Ключарският инструмент трябва да е в добро състояние. Невъзможно е да се работи с длета и бради със занитени и счупени страни. Пилите, отвертките трябва да имат изправни дръжки с метални пръстени. Работните повърхности на пилите трябва системно да се почистват от масло и метал със специални четки. Когато режете метал с ръчен трион, трябва да регулирате напрежението на острието на ножовката, т.к. може да се счупи и да нарани ръцете ви, ако бъде преразтегнат. Когато режете метал с ръчна ножица или ножица за хоросан, е необходимо да проверите и регулирате разстоянието между остриетата в зависимост от дебелината на метала. Гаечните ключове са изработени от подходящи марки стомана, размерите им трябва да отговарят на установените допуски. Електрическият инструмент трябва да е в изправност и да няма оголени места под напрежение. Устройството за включване и изключване трябва да действа бързо и безпроблемно; предотвратяване на спонтанно изключване. Преди работа с електрически пили е необходимо да се провери дали изолацията на кабела и спиралата не са повредени. Проводимите проводници трябва да бъдат поставени в гумена тръба. Преди работа с електрическа бормашина, която няма заземяване, трябва да се използват ръкавици и диелектрични галоши. Дефектен пневматичен инструмент може да причини нараняване. Маркучите, използвани при работа с пневматични инструменти, трябва да са с дължина не повече от 16 m. Преди работа маркучите се продухват със сгъстен въздух. Свързването на маркучите към въздуховода и към пневматичния инструмент трябва да се закрепи внимателно и здраво. Трябва да се използват шумозаглушители за намаляване на шума. Когато работите с пневматичен инструмент, той трябва да бъде разположен така, че сгъстеният въздух да се изхвърля напред, а не към ръцете. Подемните устройства и аксесоарите трябва периодично да се тестват от лицата, отговорни за тяхната поддръжка. Всяко повдигащо устройство трябва да бъде ясно обозначено с максимално допустимото работно натоварване. Особено внимание се обръща на състоянието на закрепване на кабелите и веригите на подемните механизми. Когато износването достигне 40% или повече от първоначалния диаметър на проводниците, кабелът се отхвърля. За разточване на комплекти колела са монтирани рампи, чиято горна част гарантира стабилно положение на комплекта колела.
Литература
1. "Електрически локомотив 3ES5K"
2. Левицки А.П. „Безопасност и здраве при работа“
3. Ръководство за ремонт на електрически локомотиви
4. В.Н. Находкин "Ремонт на електрически локомотиви и електрически влакове"
5. Правила за безопасност TsT-3499
Хоствано на Allbest.ru
...Подобни документи
Предназначение, конструкция и технически данни на буксата. Основните неизправности, причините и начините за предотвратяването им. Честотата на ремонт и поддръжка на блока на буксата. Процесът на ремонт и тестване на модула на буксата.
курсова работа, добавена на 01.03.2012 г
Цел и условия на работа на буксовия възел на маневрения дизелов локомотив. Основните неизправности, техните причини и методи за предотвратяване. Периодичност, срокове и обем на плановата поддръжка, текущи и средни ремонти. Технология на ремонта.
курсова работа, добавена на 31.03.2015 г
Дизайн на рамката на количката. Неизправности на монтажната единица на дизеловия локомотив, техните причини, методи за предотвратяване. Изисквания за обхвата на работата на монтажната единица в съответствие с правилата за ремонт на дизелови локомотиви. Структурна схема на технологичния процес на ремонт на рамката на талигата.
курсова работа, добавена на 16.05.2014 г
Условия на работа на електропневматични контактори. Основните неизправности на локомотивните части, техните причини и методи за предотвратяване. Периодичност, срокове и обем на планово техническо обслужване на локомотиви, текущ и среден ремонт.
курсова работа, добавена на 28.05.2012 г
Предназначение, конструкция и условия на работа на дизеловата мотовилка D100. Описание на характеристиките на неизправностите и износването на части от тази монтажна единица. Разглеждане на характеристиките на ремонта на малки и големи пръстени и бутала. Проучване на записа на ремонтните работи.
курсова работа, добавена на 12.09.2015 г
Основните елементи на конструкцията на лагерите и предназначението на кутията. Характеристики на материалите, периодичност и срокове за ремонт на ролкови лагери. Избор и обосновка на избрания метод за възстановяване. Мерки за безопасност и здраве при работа.
курсова работа, добавена на 21.08.2011 г
Цел и условия на работа на маслената помпа на локомотива. Неизправности, техните причини и методи за предотвратяване. Честотата и времето на плановата поддръжка и текущите ремонти със и без демонтаж. Монтаж, проверка и тест на маслената помпа.
курсова работа, добавена на 21.02.2013 г
Описание на предназначението, устройството, основните изисквания към окачването. Разглеждане на възможни неизправности на независимото окачване на автомобил VAZ-2108, техните причини и методи за отстраняване на неизправности. Смяна на страничния панел на купето на автомобила.
курсова работа, добавена на 21.03.2010 г
Предназначение и основни елементи на монтажната единица. Условия на работа и характерни повреди. Уреди, техническо оборудване, средства за механизация, оборудване за ремонт на електродвигател. Характеристики на монтаж, проверка и тестване.
резюме, добавено на 10.11.2012 г
Периодичност, структура и обем на планираните смени на части от задния мост на автомобила. Разработване на чертеж на заден мост с вграден датчик. Технологичният процес на демонтаж за извършване на планирана подмяна на части. Система за поддръжка и ремонт.