Технические средства железнодорожного транспорта. Назначение и типы букс
Для буксовых узлов техническое обслуживание и ремонт выполняются в сроки и по нормативам, установленным системой технического обслуживания и ремонта буксового узла согласно инструкции ЗЦВ-РК.
Для контроля за состоянием буксового узла в пути следования применяются системы бесконтактного обнаружения нагретых букс в поездах – ДИСК, ПОНАБ. Принцип действия диагностических систем основан на восприятии аппаратурой импульсов инфракрасного излучения от греющихся букс с преобразованием этих импульсов в электрические сигналы, их обработкой и передачей информации о наличии и расположении перегретых букс в поезде. Устройства ДИСК и ПОНАБ во многом способствуют своевременному выявлению неисправных буксовых узлов и повышению безопасности движения.
Встречая поезда с ходу, осмотрщики вагонов, используя признаки, выявляют неисправные буксы при движении вагонов.
После остановки состава каждый буксовый узел должен быть тщательно проконтролирован в следующем порядке:
- проверить состояние колесной пары;
- проверить нагрев буксы и сравнить его с другими буксами этого состава;
- осмотреть крышки, корпус буксы, лабиринтное кольцо;
- путем обстукивания смотровой крышки определить исправное состояние торцевого крепления.
Степень нагрева букс определяется на ощупь. Нагрев букс с одной стороны поезда должен быть одинаков. Повышенный нагрев корпуса может быть из-за чрезмерного количества смазки, установленной в буксу при монтаже. Такой нагрев происходит непосредственно после ремонта, сроки которого необходимо уточнить по бирке. Этот нагрев должен прекратиться через 500-600 км. Если нагрев происходит из-за заездания в лабиринтном уплотнении или дефектов подшипников, колесная пара должна быть отправлена для полного освидетельствования.
По смотровой крышке, чуть ниже ее середины, наносят легкий удар молотком. Если имеется излом болтов стопорной планки или тарельчатой шайбы, изломана стопорная планка, отвернулась гайка – будет слышен двойной удар или дребезжащий звук.
Повреждение торцевого крепления, проворот внутренних колец, разрушение подшипников можно выявить специальным шаблоном. Клиновый выступ шаблона вводится внизу и вверху между корпусом буксы и лабиринтным кольцом. Если шаблон входит в зазор вверху и внизу на одинаковое расстояние, букса исправна. Если шаблон в верхней части входит меньше, чем в нижней, то неисправен задний подшипник; если он в верхней части входит больше, чем в нижней, то неисправен передний подшипник. Допустимой является разность зазоров сверху и снизу корпуса не более 1 мм.
Вырезом в основании шаблона глубиной 1,7 мм проверяют смещение корпуса буксы относительно лабиринтного кольца, которое допускается не более 1,4 мм. Смещение на большую величину позволяет выявить ослабление или повреждение торцевого крепления подшипников на оси. Данная неисправность может быть выявлена с помощью крючка. Проводя крючком по месту соединения корпуса буксы с лабиринтным кольцом, определяют величину смещения корпуса. Торцевое крепление исправно, если крючок зацепится за корпус буксы. Торцевое крепление повреждено, если крючок соскочит с лабиринтного кольца на корпус буксы.
Внешним осмотром выявляют повреждения смотровых крышек, ослабление их болтовых креплений.
На колесные пары, у которых неисправности буксового узла обнаружены визуально, по внешним признакам, на внутренней поверхности диска колеса наносят меловую надпись «по внешним признакам», а при обнаружении нагрева букс приборами ДИСК (ПОНАБ) наносят надпись «Аварийная – ДИСК (ПОНАБ). При обнаружении любой неисправности, выявленной по внешним признакам нагрева букс, осмотрщики вагонов принимают решение о методах ее устранения. Если установить причину нагрева буксы невозможно, колесная пара должна быть отправлена в роликовый цех вагонного депо для ревизии.
Промежуточная ревизия производится при обыкновенном освидетельствовании колесных пар, при их обточке без разборки букс, при единой технической ревизии пассажирских вагонов и по отдельным указаниям в качестве профилактической меры.
При промежуточной ревизии для контроля технического состояния буксы применяется установка для диагностирования подшипников. Установка выявляет также такие неисправности подшипников, как отколы бортов колец и торцов роликов, усталостные и коррозионные раковины на дорожках качения колец и поверхности роликов, задиры на кольцах и роликах, ползуны на поверхности роликов, изломы упорного кольца и другие дефекты. Установка включает стенд для вращения колесной пары и диагностический блок, от которого к корпусам букс проводятся датчики. При обнаружении неисправностей буксового узла, колесная пара направляется на полную ревизию букс. Перед производством промежуточной ревизии у выкаченных колесных пар буксы проворачивают для определения неисправностей на слух. При обнаружении толчков и ненормального шума производят полную ревизию. Контролируют надежность болтовых соединений смотровых и крепительных крышек, состояние лабиринтного уплотнения. Крышки и передние части букс протирают, снимают смотровую и крепительную крышку. Места прилегания крышек очищают от грязи и протирают, снятая крышка укладывается в закрываемый ящик внутренней стороной вверх. Из передней части буксы выбирают смазку и перекладывают в снятую крышку для дальнейшего ее использования. При этом необходимо соблюдать условия, исключающие попадания в крышку и буксу различных загрязнений.
При осмотре буксы определяют состояние смазки. Загрязнение смазки определяют визуально после растирания ее количества на тыльной стороне ладони. Буксы с загрязненной смазкой направляют в полную ревизию. Потемнение смазки не является основанием для браковки.
Разработан прибор для определения качества проб смазки при производстве промежуточной ревизии роликовых букс. Для проверки смазки после снятия смотровых (крепительных) крышек берут из каждой буксы пробы по 4-5 грамм. Пробы смазки закладывают в прозрачный стакан емкостью 250-300 мл. В стакан наливают 100 мл, предварительно нагретого в водной бане до t 70-90 С, бензина. Содержимое стакана тщательно перемешивают деревянной палочкой до получения однородной смеси. Если в смазке есть металлические частицы, они выпадают на дно стакана. Стакан с раствором помещают в отверстие в верхней части прибора (рис.3) и включают прибор. Для определения содержания в смазке металлических примесей используют магнит, который вмонтирован в деревянную палочку. При перемещении палочки по дну стакана за магнитом увлекаются металлические частицы, перемещение которых наблюдают в зеркале прибора. По отражению в зеркале золотистой россыпи можно судить о наличии в смазке цветных металлов. Белый цвет смазки и ее неприлипаемость к стенкам стакана свидетельствует о наличии воды.
В эксплуатации допускается наличие в смазке ЛЗ-ЦНИ механических примесей не более 1%, воды не более 1%. При хорошем состоянии смазки производят дальнейший осмотр переднего подшипника и деталей торцевого крепления. При обнаружении трещин, изломов или других неисправностей подшипника буксу подвергают полной ревизии. При удовлетворительном состоянии подшипника контролируется стопорная планка или торцовая шайба, а также болты их крепления, ослабленные болты подтягиваются. При ослаблении болтов заменяют пружинные шайбы. Неисправную проволоку болтов стопорной планки необходимо заменить. Прочность крепления торцовой гайки проверяют ударами слесарного молотка по оправе, упираемой в шлиц гайки или в одну из граней коронки. Проверку следует производить в обе стороны вращения гайки. Если ревизия выполняется при обыкновенном освидетельствовании колесной пары, независимо от состояния деталей крепления, снимают стопорную планку и подтягивают гайку. Колесную пару и гайку М110-4 с поврежденной резьбой к дальнейшей эксплуатации не допускают.
При торцовом креплении подшипников шайбой болты М20 освобождают от стопорения, а вращением по часовой стрелке динамометрическим ключом проверяют усилие их затяжки. При наличии хотя бы одного из болтов с крутящим моментом менее 50 нм, все болты откручивают и проверяют состояние резьбы болтов и резьбовых отверстий в оси. При обнаружении задиров, повреждений мест перехода от головки болта к стержню или других неисправностей болты заменяют. При обнаружении обрыва более трех первых ниток резьбы в резьбовых отверстиях оси или затруднениях при завертывании болтов крепления, резьбовые отверстия разрешается исправлять метчиком. При повреждении более шести ниток резьбы в резьбовых отв-х колесную пару не допускают к эксплуатации до специального указания. Болты, имеющие затяжку крутящим моментом более 50 нм, подтягивают усилием 230-250 нм. Затяжку производят равномерно. Завинчивание трех болтов производят дважды по периметру, а четырех – по схеме 1-2-3-4-3-4-2-1 с последующим их стопорением шайбой. При обточке поверхности катания колес взамен снятой смотровой или крепительной крышки устанавливают временную с отверстием для прохода центра станка. После обточки колесной пары временную крышку снимают, проверяют состояние смазки и надежность торцевого крепления. После каждой обточки при обыкновенном освидетельствовании колесных пар под правый верхний болт крепительной крышки ставят дополнительную бирку, на которую наносят данные о месте, времени и порядковом номере обточки колесной пары. При исправном состоянии смазки, переднего подшипника и деталей крепления в буксу закладывают ранее удаленную и при необходимости добавляют свежую смазку из расчета 1/3 свободного пространства передней части буксы, а затем ставят крышки. Между крышками ставят резиновую прокладку, новую или исправную, бывшую в употреблении. Между крепительной крышкой и корпусом устанавливают резиновое кольцо.
О проведении промежуточной ревизии на крышку буксы, наносят белой масляной краской надпись о времени, месте выполнения ревизии, а именно: букву Р, месяц, две последние цифры года и присвоенный номер вагонного депо или завода. Результаты ревизии заносят в журнал ВУ-92.
Полная ревизия производится полном освидетельствовании колесных пар, недопустимом нагреве букс, разрушении буксового узла, отсутствии бирки или неясности клейм на ней и при выполнении сварочных работ на вагоне или тележки без соблюдения требований ревизии подвергают обе буксы одной колесной пары. При полной ревизии букс необходимо выполнить работы по демонтажу, промывке, осмотру и проверке деталей букс. При необходимости детали буксового узла ремонтируют или заменяют на исправные, а затем буксовые узлы вновь монтируют. Полную ревизию производят под контролем мастера, имеющего удостоверение на право производства полного освидетельствования колесных пар и полной ревизии букс.
Страница 5 из 11
5. ПОРЯДОК ПРОИЗВОДСТВА РАБОТ С БУКСОВЫМИ УЗЛАМИ С ДВУМЯ ЦИЛИНДРИЧЕСКИМИ РОЛИКОПОДШИПНИКАМИ ТИПА 232726 И 42726
5.1. Демонтаж букс
5.1.1. Демонтаж букс с роликовыми подшипниками типа 232726 и 42726 может осуществляться на механизированной или полуавтоматической поточных линиях или ручным способом в соответствии с технологическим процессом демонтажа и монтажа вагонных букс на роликовых подшипниках, разработанным применительно к местным условиям.
5.1.2. При демонтаже буксы не допускается сбрасывать ее с шейки оси. Категорически запрещается использовать любой ударный инструмент для удаления подшипников из корпуса. Подшипники из корпуса буксы необходимо удалять только при помощи специальных прессов или устройств.
5.1.3. При демонтаже букс работы с помощью стендов или ручным способом выполняются в следующем порядке:
а) отвернуть болты крепительной крышки, а затем снять крепительную крышку вместе со смотровой;
б) удалить смазку из крышки и передней части буксы;
в) отвернуть и снять болты стопорной планки или тарельчатой шайбы. Планку или шайбу снять;
г) отвернуть и снять торцевую гайку, а также упорное кольцо переднего подшипника;
д) снять корпус буксы вместе с блоками подшипников (наружное кольцо с сепаратором и роликами) с внутренних колец, насаженных на шейку оси;
е) при помощи пресса вынуть из корпуса буксы блоки подшипников;
ж) снять при необходимости внутренние кольца с шейки оси при помощи индукционного нагревателя, покачивая нагреватель относительно оси колесной пары. При ослаблении кольца нагреватель снять вместе с кольцом, предварительно отключив нагреватель, кольцо удалить из нагревателя. При снятии с шейки оси неисправного кольца переднего подшипника исправное кольцо заднего подшипника можно не снимать с шейки оси. Кольца нагревать до температуры 100°-120°С - это достигается примерно за тридцать пять - сорок пять секунд при напряжении в сети 220 В.
Категорически запрещается нагревать кольца более 1 мин.
Запрещается делать перерыв в питании нагревателя током до полного ослабления и снятия кольца, так как в этом случае происходит нагрев шейки оси. Если время для нагрева истекло (1 мин.), а кольцо с шейки снять не удалось, необходимо работу по съему кольца прекратить и возобновить ее после остывания внутреннего кольца подшипника и шейки оси до температуры окружающей среды. После этого снимать последовательно кольца переднего и заднего подшипников;
з) при необходимости снять лабиринтное кольцо с пред-подступичной части оси при помощи индукционного нагревателя;
и) операции, указанные в подпунктах «ж» и «з», производить в случае, если полная ревизия выполнялась со снятием внутренних колец.
5.2. Подготовка к монтажу
5.2.1. Промывка подшипников и деталей букс.
5.2.1.1. Подшипники после демонтажа промывать в автоматической машине мыльной эмульсией, подогретой паром до 90°-95°С, и просушить подогретым воздухом, пропускаемым через змеевик, размещенный внутри ванны моечной машины. Новые роликовые подшипники и подшипники, покрытые консервационной смазкой, также промыть в автоматической машине. В том случае, если осмотр подшипников будет производиться не ранее, чем через сутки после промывки, их необходимо смазывать жидким маслом (см. п. 2.3.3.).
Для предотвращения выпадания роликов из гнезд сепараторов промывку роликовых подшипников в моечных машинах производить со специальными втулками или другими приспособлениями. Допускается промывка вместе с внутренними кольцами.
Примечание. На посадочных поверхностях наружных колец подшипников могут оставаться темные пятна от коррозии.
Моющая жидкость (мыльная эмульсия) автоматической машины должна содержать 8-10% отработанной смазки ЛЗ-ЦНИИ.
Для промывки новых подшипников допускается применять моющую жидкость с содержанием 1,0-1,5% смазки ЛЗ-ЦНИИ.
5.2.1.2. Корпуса букс, смотровые и крепительные крышки, лабиринтные кольца, гайки, стопорные планки, болты промываются в моечных машинах автоматического, конвейерного или камерного типа двумя моющими жидкостями при температуре не ниже 90° С. Первая моющая жидкость содержит 2-5% каустической соды, а вторая -8-10% отработанной смазки ЛЗ-ЦНИИ от объема воды в ваннах. При отсутствии в моечной машине второй ванны допускается промывка деталей вручную перед производством монтажа.
Примечание. Корпуса букс нового изготовления и другие детали буксового узла (кроме роликовых подшипников) вместо промывки можно обдувать сжатым воздухом с последующей тщательной протиркой до полного удаления стружки и других частиц.
5.2.1.3. После промывки колесных пар вместе с внутренними и лабиринтными кольцами непосредственно после выкатки колесных пар из моечной машины производить протирку колец обтирочным хлопчатобумажным материалом и покрытие их жидким маслом. Промывка деталей буксовых узлов и колесных пар допускается другими способами, согласованными с Департаментом вагонного хозяйства МПС РФ.
5.2.2. Осмотр, неразрушающий контроль и комплектовка подшипников.
5.2.2.1. Подшипники после промывки и просушки осматривать визуально с помощью лупы при рассеянном свете для определения их пригодности к дальнейшему использованию. Неисправные подшипники направить в ремонт. При выпадании отдельных роликов из гнезд сепаратора направлять их в ремонт для измерения диаметра и длины всех роликов. Сведения о каждом осмотренном подшипнике с указанием его состояния (в том числе и упорном кольце) занести в журнал осмотра формы ВУ-91 (Приложение 2), при этом в графу 4, кроме даты изготовления подшипника, заносят также и завод-изготовитель (16ГПЗ, 8ГПЗ и т.д.). На основании данных этого журнала ежегодно составляют справку работы роликовых подшипников по соответствующей форме. Эти справки, обобщенные службой вагонного хозяйства или вагоноремонтными заводами, по итогам за год представляют в железнодорожные администрации.
У цилиндрических подшипников осматривают отдельно внутренние, наружные и упорные кольца, а также ролики и сепараторы.
Подшипники с заусенцами направляются в ремонт для их удаления. Подшипники, имеющие на бортах наружных колец и торцах роликов задиры и повреждения типа «елочка»,
ремонтируют зачисткой. Латунные сепараторы и ролики перед дефектоскопиро-
ванием осматривают визуально. Полиамидные сепараторы подвергаются растяжению на специальных установках. Растяжение осуществляется до увеличения наружного диаметра каждого основания сепаратора на 0,5 мм (или 0,25 мм при одностороннем контроле индикатором часового типа). Возможные неисправности роликовых подшипников и условий их дальнейшего использования приведены в п. 7.1. 5.2.2.2. На заводах и в депо проводят неразрушающий контроль деталей подшипников буксового узла в соответствии с требованиями нормативно-технической документации, утвержденной в установленном порядке. Перечень деталей подшипников, подвергаемых неразрушающему контролю, с указанием зон и методов контроля, а также видов работ, при которых проводится контроль, приведен в таблице 5.1
Таблица 5.1
Перечень деталей подшипников буксового узла, подвергаемых неразрушающему контролю
Наименование детали |
Зоны контроля |
Методы контроля* |
Виды работ, при которых проводится контроль |
Внутренние кольца, напрессованные на шейки оси |
Наружная поверхность |
При полном освидетельствовании колесной пары |
|
Внутренние кольца свободные |
|||
Наружные кольца свободные |
Наружная и внутренняя поверхность |
||
Упорные кольца |
Вся поверхность |
||
Цилиндрическая поверхность |
|||
Латунные сепараторы |
Места сопряжения перемычек с основаниями |
* Условные обозначения методов контроля:
ВТК по РД 32.150-2000 - вихретоковый контроль, МПК по РД 32.157-2000 - магнитопорошковый контроль.
Неразрушающий контроль деталей подшипников буксового узла в депо проводят по мере поступления дефекто-скопных установок.
Результаты неразрушающего контроля деталей заносят в специальный журнал.
Также необходимо при сборке следить за тем, чтобы маркировка на сепараторе была обращена в ту же сторону, что и маркировка на наружном кольце. В ту же сторону должны быть обращены торцы роликов со следующим условным обозначением: «+» или маркировкой в виде цифр, или с меньшей по диаметру выточкой сферической формы, или углублением диаметром 5 мм и глубиной 1 мм, или с выточкой с одной стороны ролика сферической формы.
Примечание. Ролики, имеющие на торцах различные условные обозначения и выточки, изготавливаются заводами с 1 марта 1974 г. Подшипники 30-42726ЛМ, изготовленные 3ПП3 и 8ГПЗ, имеют на концах роликов разные по диаметру выточки. У подшипников 30-232726Л1М, изготовленных 5ГПЗ, один из торцов роликов в центре имеет за-сверловку диаметром 5 мм, глубиной 1 мм. Подшипники 30-42726ЛМ и 30-232726Л1М, изготовленные 8ГПЗ (частично), имеют с одной стороны ролика выточку сферической формы, а с другой - плоский торец, или имеют на торцах роликов выточки одного диаметра, но различные по форме: с одной стороны - форма сферическая, а с другой - усеченного конуса. У подшипников, изготавливаемых на 16ГПЗ, один из плоских торцов роликов имеет маркировку в виде цифры, например «5». Условное обозначение «+» на одном из торцов роликов наносили при втором виде ремонта у подшипников эксплуатационного парка, не имевших указанных выше отличительных признаков.
5.2.2.3. В собранном состоянии подшипник должен провертываться легко, без заедания и торможения. Не рекомендуется длительно его вращать без смазки.
Рис. 9, Приспособление для измерения радиальных зазоров 1 - конусная оправка; 2 - эталонное кольцо; 3 - оправка; 4 - гайка; 5 – стойка.

Рис.10. Седлообразное приспособление с эталоном 1,4- пластины; 2 - измерительная скоба; 3 - индикатор; 5 - втулка.
5.2.2.4. Подшипники новые и бывшие в эксплуатации после промывки, просушки, остывания, осмотра или ремонта комплектуются по радиальным и осевым зазорам, по диаметрам отверстий внутренних колец.
Измерения подшипников производить после выдержки их в комплектовочном отделении не менее 8 часов. При этом эталонные кольца и измерительные средства должны храниться в комплектовочном отделении. Эталонные кольца аттестуют не реже одного раза в год.
5.2.2.5. Новые подшипники дополнительно к указанному выше осмотру в соответствии с п. 2.6. ТУ 37.006.048-73 подвергаются входному контролю на их соответствие требованиям ГОСТ 520-92. Контроль заключается в проверке:
качества обработки колец, роликов и сепараторов; соответствия геометрии отверстий внутренних колец требованиям ТУ; радиальных и осевых зазоров; разности длин и диаметров роликов; наличия трещин и других видимых дефектов в кольцах, роликах и сепараторах; качества упаковки.
Контрольной проверке подвергается один процент от полученной партии, но не менее трех и не более двадцати подшипников. Если отобранные подшипники не удовлетворяют требованиям, указанным выше, то призводится проверка удвоенного количества подшипников. При неудовлетворительных результатах повторной проверки всю партию возвращают заводу для обмена на годные.
5.2.2.6. На роликовые подшипники, изготовленные с нарушением требований ГОСТ, ТУ и чертежей, составляют рекламационные акты; копии актов направлять в железнодорожные администрации.
5.2.3. Измерение радиальных зазоров.
5.2.3.1. Радиальные зазоры в свободном состоянии цилиндрических подшипников следует определять на приспособлении, как это показано на рис. 9. Для этой цели на приспособлении укрепляют эталонное внутренее кольцо 2 с бортом. Для удобства установки подшипников к внутреннему кольцу устанавливают специальную конусную оправку 1.Эталонное кольцо подбирается из имеющихся внутренних колец подшипников.
Радиальный зазор подшипника можно измерять с тем же внутренним кольцом, с которым блок подшипника будет устанавливаться на шейку оси. При этом зазор измеряется щупом в нижней части подшипника.
При установке двух цилиндрических подшипников после демонтажа со снятием и без снятия внутренних колец или установке новых подшипников допускается производить контроль значений и разности радиальных зазоров парных подшипников непосредственно на шейке оси. Тогда в графу 13 журнала формы ВУ-90 заносят радиальные зазоры, измеренные непосредственно на шейке оси.
Радиальный зазор непосредственно на шейке оси определяют щупом в нижней части подшипника или специальным приспособлением с индикатором часового типа. Допускается производить контроль разности радиальных зазоров непосредственно на шейке оси, кроме щупа и приспособления, и с помощью седлообразного приспособления (рис.10). В этом случае седлообразное приспособление устанавливается на эталонное кольцо, по которому определяется радиальный зазор подшипника в свободном состоянии, и индикатор седлообразного приспособления настраивается на ноль. После настройки седлообразное приспособление поочередно устанавливается на внутренние кольца, насаженные на шейку оси, и фактическое отклонение стрелки индикатора со знаком «плюс» или «минус» записывается на диске цельнокатаного колеса. 
Рис.11. Удлинитель для ножки индикатора при измерении радиальных зазоров с использованием седлообразного приспособления
Рис.12. Приспособление для измерения осевого зазора между торцами роликов и бортами наружного кольца 1 - рычаг; 2 - плита; 3 - основание; 4 - стойка; 5 - стойка штатива;
6 - гайка; 7 - индикатор; 8 - направляющий конус; 9 - прижимное кольцо;
10 - внутреннее кольцо измеряемого подшипника.
При установке блока подшипника в буксу в зависимости от того, куда отклонилась стрелка индикатора - в «плюс» или «минус», это отклонение удвоить и добавить (или отнять) от радиального зазора, написанного цветным карандашом на наружной или торцевой поверхности наружного кольца подшипника, измеренного в свободном состоянии на эталонном кольце. Например, радиальный зазор подшипника в свободном состоянии на эталонном кольце составляет 0,07 мм, а отклонение индикатора седлообразного приспособления при установке его на внутреннее кольцо на шейке оси составило «минус» 0,02 мм, тогда фактический зазор подшипника составит 0,11 мм (0,07+0,02х2).
При использовании седлообразного приспособления для измерения радиальных зазоров ножку индикатора необходимо удлинить на 20 мм. Удлинитель изготавливают из стали марки СтЗсп (рис.11).
5.2.3.3. За радиальный зазор принимают среднее арифметическое значение трех измерений при повороте наружного кольца на 120° вокруг оси. Полученные радиальные зазоры записывают цветным карандашом на наружной или торцевой поверхностях соответствующих наружных колец подшипников, а также в журнал формы ВУ-90. Величины радиальных зазоров, с которыми подшипники допускаются к эксплуатации, приведены в п. 6.2.
5.2.4. Измерение осевого зазора в подшипнике
5.2.4.1. У цилиндрических подшипников измеряют и записывают в гр. 18 журнала формы ВУ-90 осевой зазор между торцами роликов и бортами наружных колец.
5.2.4.2. Осевой зазор в подшипнике, как правило, измеряют щупом, который вставляют между торцом одного из роликов и бортом наружного кольца после разборки блока подшипника. Измерения производят в трех местах при повороте наружного кольца вокруг оси. За осевой зазор принимают его минимальное значение. Осевой зазор в подшипнике можно определять в собранном виде на приборе или на приспособлении (при его наличии, рис.12). Для этой цели на плиту прибора устанавливают бортовое внутреннее кольцо 10 (бортом вниз). На кольцо устанавливают блок измеряемого подшипника, а на его ролики - прижимное кольцо 9, закрепляемое гайкой 6.
При помощи рычага 1 поднимают и опускают наружное кольцо; штифт индикатора, упираемый в конец наружного кольца, определяет осевой зазор. В этом случае за осевой зазор в подшипнике принимают наименьшее значение из трех измерений при повороте наружного кольца на 120°вокруг оси.
5.2.5. Подбор парных подшипников.
5.2.5.1. Парные подшипники, устанавливаемые на одну шейку оси, подбирают по радиальным зазорам. Разность радиальных зазоров у двух парных подшипников должна соответствовать нормам, указанным в п. 6.2. Парные подшипники должны обеспечивать смещение корпуса буксы по отношению к шейке оси в осевом направлении в пределах осевого разбега.
5.2.5.2. Осевой разбег двух цилиндрических подшипников, устанавливаемых на одну шейку оси, замеру не подлежит и обеспечивается конструкцией подшипников при условии правильной постановки двух подобранных подшипников в буксу (маркировки блоков подшипников должны быть обращены наружу буксы) и находится в пределах 0,68-1,38 мм.
5.2.6. Измерение диаметра внутреннего кольца подшипника. 5.2.6.1. У цилиндрических подшипников внутренние кольца подбирают на шейку оси по натягу, который создается за счет разности диаметров внутренних колец и шейки оси (диаметр кольца должен быть меньше диаметра шейки на величину натяга).
Для определения натяга измеряют диаметр отверстия внутреннего кольца подшипника электронно-механическими приборами, утвержденными МПС РФ. Настройка этих приборов производится по эталонным кольцам и в соответствии с инструкциями, прилагаемыми к данным приборам. Также допускается измерение диаметра отверстия внутреннего кольца подшипника производить на приборах УД1 В, УД2В, У-353 (289 или 289М) в двух сечениях на расстоянии 10 мм от торца. При этом перед измерением прибор должен быть настроен по эталонному кольцу (эталону), который аттестовывается в установленном порядке. При настройке механических приборов устанавливают базовым торцом на наконечники трех упоров (или на опорную поверхность прибора) таким образом, чтобы измерительный подвижный упор касался кольца в секторе, отмеченном кислотой. В этом положении кольца стрелку измерительной головки устанавливают на размер отклонения (от номинального размера внутреннего кольца диаметром 130 мм). Это отклонение определяют по маркировке, указанной на эталонном кольце. Например, при маркировке 129,988 мм стрелка измерительной головки выводится влево от нуля на «минус» 12 мкм, а при маркировке 130,010 мм стрелка выводится от нуля на «плюс» 10 мкм.
Трехкратным введением эталона на прибор проверяют устойчивость последнего, при этом отклонение стрелки измерительной головки не должно быть более 1/2 деле ния шкалы, а эталонное кольцо не поворачивают. После настройки на прибор устанавливают контролируемое кольцо. При плавном вращении кольца в одном направлении на опорах стрелка измерительной головки будет показывать отклонение размера измеряемого кольца. Отсчет отклонений производят от нулевого значения.
Примечания. 1. При настройке подвижный наконечник должен устанавливаться в зоне, отмеченной на эталонном кольце.
2. Эталонное кольцо подбирают из имеющихся внутренних колец из стали ШХ4 новых подшипников типа 2726. Установленные размеры наносят на кольца при их аттестации и указывают дату поверки в паспорте. Срок действия эталонного кольца до следующей поверки устанавливается по согласованию с Госповерителем.
3. Для обеспечения правильности настройки прибора необходимо иметь не менее трех эталонных колец.
5.2.6.2. Для подсчета натяга принимают среднее арифметическое значение отклонений измерительной головки при измерении в двух сечениях кольца. Например, если при измерении в одном сечении стрелка миниметра отклонилась от нулевого значения на 9 и 13 мкм, это значит, что в данном сечении кольцо имеет овальность 4 мкм, а среднее значение отклонения составляет 11 мкм. При измерении во втором сечении отклонение составило 12 и 18 мкм. В этом случае овальность составит 6 мкм, а среднее значение 15 мкм. Таким образом, среднее арифметическое значение отклонения от номинального размера кольца составит (11+15)/2 =13 мкм. Средняя овальность кольца в этом случае будет (4+6)/2=5 мкм и конусообразность кольца 15-11=4 мкм. У новых подшипников допускаемые отклонения посадочного диаметра кольца 0-25 мкм.
Таблица 6
Рис.13 а. Скоба рычажная
Рис.13 б. Настройка рычажной скобы
Рис.13 в. Измерение рычажной скобой шейки оси
Рис.14. Инструмент для исправления и калибровки резьбы М110х4 на оси
5.2.6.3. Для облегчения подбора подшипников по шейке оси в пределах допускаемого натяга при использовании приборов УД1В, УД2В, 289 и 289М внутренние кольца подшипников могут быть разделены на группы I, II и III в зависимости от отклонения посадочного диаметра от номинального размера: в первую группу входят внутренние кольца с отклонениями диаметра отверстия от 0 до -8 мкм, а во вторую - с отклонениями от -9 до -17 мкм и в третью - с отклонениями от -18 до -25 мкм. Таким образом, внутреннее кольцо, рассмотренное в приведенном выше примере, со средним арифметическим значением отклонения 13 мкм, должно быть отнесено ко второй группе. По результатам измерений на посадочной поверхности внутреннего кольца отмечают цветным карандашом среднее арифметическое значение отклонения от номинального размера или номер группы, к которой данное кольцо отнесено по результатам измерения.
В журнал ВУ-90 заносят посадочный диаметр или номер группы. Рекомендуемое деление на размерные группы по среднему значению диаметра отверстия внутреннего кольца приведено в табл. 6.
Кольца располагают в ячейках стеллажа по группам.
5.2.7.Осмотр, измерение оси колесной пары и неразрушающий контроль внутренних колец подшипников, напрессованных на ось.
5.2.7.1. Осмотр и освидетельствование колесных пар производят в соответствии с «Инструкцией по осмотру, освидетельствованию, ремонту и формированию вагонных колесных пар». При осмотре особое внимание должно быть обращено на место посадки внутреннего кольца заднего подшипника, располагающееся на шейке оси у галтели на расстоянии 25-34 мм от торца предподступичной части оси. При наличии в указанном месте шейки наклепа от кольца подшипника он должен быть удален с помощью шлифовальной шкурки № 6 с маслом при вращении колесной пары на шеечном станке.
Проверяют состояние паза под стопорную планку, резьбы М 12 под болты стопорной планки и М20 - тарельчатой шайбы зарезьбовой канавки и резьбы М110х4 шейки оси. При размере канавки менее 8 мм у колесных пар типа РУ1 производят ее расточку до размера 8 мм с шероховатостью торцевых поверхностей со стороны шейки Rz 2,5 мкм и со стороны резьбы Rz 40 мкм.
5.2.7.2. Шейки осей под подшипники измеряют электронно-механическими приборами, прошедшими государственные испытания и утвержденные МПС РФ. Настройка электронно-механических приборов производится в соответствии с прилагаемыми к приборам инструкциями и по эталонам, поставляемым в комплекте с этими приборами. Допускается производить измерение шеек осей рычажной скобой (рис.13 а, б, в) с теплоизоляционной ручкой. Настройку рычажной скобы, помимо концевых мер длины, можно производить с применением эталонов Уралвагонзавода, аттестованных органами Государственной метрологической службы.
Шейки измеряют в двух сечениях и двух взаимноперпендикулярных направлениях. Данные о замерах заносят в журнал формы ВУ-90.
Измерения шеек осей и предподступичных частей производят не ранее, чем через 12 часов после обработки на станках новых осей или обмывки колесных пар в моечных машинах и не ранее, чем через 2 часа после накатки шеек или обточки колес при ремонте. Допускается производить измерения шейки оси не ранее, чем через 12 часов или 2 часа при условии, что разность температуры между шейкой и температурой окружающей среды будет в пределах 3°С. Инструмент, которым будут измерять шейки, следует проверять по контрольным плиткам или эталонным кольцам, или концевым мерам, находящимся в одинаковых температурных условиях с осями, т. е. в том же цехе, где выдерживаются в течение указанного выше времени и колесные пары.
Резьбу по диаметру у колесных пар типов РУ1-950 измеряют штангенциркулем или специальным шаблоном. Колесные пары, имеющие по наружному диаметру резьбы размер более 110 мм, необходимо калибровать до размера 110 мм специальным инструментом (рис.14). Колесные пары с размером резьбы по наружному диаметру менее 108,7 мм, а также колесные пары с поврежденной резьбой (износ, срыв ниток, смятие рабочей поверхности профиля резьбы, изменение шага резьбы, заклинивание торцевой гайки на оси и др.) подлежат ремонту.
У колесных пар типа РУ1Ш состояние резьбовых отверстий М20 в торце оси проверяют визуально. При обнаружении срыва более трех первых витков резьбы в резьбовых отверстиях осей или затруднений при завертывании болтов крепления допускается резьбовые отверстия исправлять метчиком.
При повреждении более шести первых ниток резьбы в резьбовых отверстиях оси колесная пара не допускается к дальнейшей эксплуатации до специального указания. При изломе головки или стержня болта оставшуюся часть болта вывертывают из оси без повреждений резьбы резьбового отверстия.
Количество забракованных колесных пар за год по неисправностям резьбы шеек на осях типа РУ1 и резьбовых отверстий под болты М20 у осей типа РУ1Ш указывают в справке о работах основных типов роликовых подшипников, высылаемой в железнодорожные администрации.
5.2.7.3. Категорически запрещается сдавать в металлический лом оси типа РУ1 с поврежденной резьбой под торцевые гайки и под болты М12 крепления стопорной планкой, а также оси типа РУ1Ш с поврежденной резьбой под болты крепления тарельчатой шайбой. Такие оси подлежат ремонту. Резьбу у осей типа РУ1 восстанавливают наплавкой с последующей нарезкой на токарном станке и проверкой калибром.
5.2.7.4. Внутренние кольца подшипников, напрессованные на шейки оси, контролируют магнитопорошковым методом в соответствии с требованиями нормативно-технической документации по неразрушающему контролю утвержденной в установленном порядке.
5.2.8. Осмотр корпусов букс.
5.2.8.1. После промывки корпуса осматривают на соответствие требованиям, указанным в п.7.2. Внутреннюю посадочную поверхность корпуса буксы, упорный буртик (платик) и лабиринтную часть зачищают от коррозии, заусенцев и протирают концами, смоченными керосином, а затем сухими. На посадочной поверхности корпуса буксы после устранения коррозионных повреждений допускаются темные пятна, т. е. нельзя зачистку поверхности доводить до металлического блеска.
5.2.8.2. Посадочную поверхность (внутренний диаметр) корпуса буксы проверяют индикаторным нутромером (рис.15)
Рис.15. Индикаторный нутромер типа НИ 1 - оправка; 2 - стойка; 3 - индикатор.
или микрометрическим нутромером или электронно-механическими приборами на соответствие чертежным размерам и нормам, указанным в п. 6.1. При новом изготовлении у корпусов букс перпендикулярность торцевой поверхности заднего упорного бортика к цилиндрической посадочной поверхности буксы проверяют специальным прибором или лекальным угольником.
5.2.8.3. У корпусов букс, имеющих заднюю отъемную крышку, последнюю при промывке не снимают. Ослабшие болты вывертывают на 3-4 нитки для проверки состояния пружинных шайб. Если шайбы исправны, болты затягивают. Шайбы, потерявшие упругость, заменяют.
5.2.8.4. В буксах пассажирских вагонов, у которых отсутствуют отверстия для установки термодатчиков контроля температуры нагрева, необходимо производить сверление отверстий по действующей документации. Сквозное отверстие в буксе не допускается.
5.2.8.5. Регистрировать в журнале формы ВУ-91 случаи обнаружения какой-либо неисправности в корпусе буксы. В этом случае в графе 2 проставляют дату обнаружения неисправности у корпусов букс, а в графе 5 - тип корпуса буксы: пассажирская или грузовая (например, груз.). В графе 6 указывают, какая неисправность была обнаружена.
5.2.8.6. Корпуса букс, имеющие износ по посадочной поверхности (диаметру отверстия) выше допускаемой нормы, а также с повреждениями лабиринтной части, резьбовых отверстий, со сквозными отверстиями под термодатчики, с оставшимися в буксе оборванными болтами и другими повреждениями подлежат ремонту.
Корпуса букс с оставшимися оборванными болтами, а также сквозными отверстиями под термодатчик ремонтируют в депо по технологическому процессу 104.12.01.212.000.28, разработанному ПКТБ по вагонам.
5.2.8.7. Категорически запрещается сдавать в металлический лом корпуса букс, подлежащие ремонту.
5.2.8.8. Следует производить тщательный осмотр корпусов букс, изготовленных из алюминиевых сплавов, и букс грузовых вагонов, имеющих впрессованный лабиринт.
5.2.8.9. При поступлении новых корпусов букс производить 100%-ный контроль резьбы М20 проходными и непроходными калибрами.
5.2.9. Осмотр деталей букс.
5.2.9.1. Лабиринтные кольца после зачистки и промывки протирают и проверяют. На посадочных поверхностях и в лабиринте не допускаются трещины, вмятины, забоины, заусенцы и другие неисправности. Размеры проверяют в соответствии с нормами, указанными п. 6.3.
При ремонте колесных пар со снятием лабиринтных колец необходимо производить обточку лабиринтного кольца с диаметра 183 до 182 мм. При полном освидетельствовании без снятия внутренних колец в случае выявления задиров на цилиндрической поверхности лабиринтного кольца производить зачистку шкуркой. Разрешается применять отремонтированные лабиринтные кольца с размерами, указанными в п. 6.3., которые имеют маркировку «1р» и «2р» и т.д.
5.2.9.2. Крепительные и смотровые крышки после зачистки и промывки осматривают. Соединенные между собой крепительные и смотровые крышки разъединяют для замены уплотнения и вновь собирают. На крышках не допускаются трещины, вмятины, забоины, задиры, заусеницы, изгибы, перекосы и другие дефекты. Смотровые крышки, деформированные по привалочной поверхности, выравнивают.
5.2.9.3. Торцевые типовые гайки с переходным радиусом 6-8 мм (рис.16 а), гайки с проточкой (рис.16 б, в, г), гайки с проточкой и выточкой (рис.16 г), а также стопорные планки, шайбы и болты после промывки должны быть осмотрены. На них не допускаются забоины, заусенцы и другие неисправности, влияющие на работу узла. Категорически запрещается растачивать резьбу гайки М110. Стопорные планки подлежат обязательному магнитопорошковому дефектоскопированию с постановкой клейм предприятия и даты производства дефектоскопирования.
а)
Рис.16. Торцевые гайки а), б) с проточкой прямоугольной формы-в) с проточкой ступенчатой формы; г) с выточкой.
Рис.17. Тарельчатые шайбы а) для крепления четырьмя болтами; б) для крепления тремя болтами.
5.2.9.4. При полных ревизиях букс на торцевых гайках, не имеющих кольцевых проточек, производят кольцевую проточку прямоугольной формы (рис.16 б) шириной 6 мм или ступенчатой формы (рис.16 в, г) по диаметру 152 мм.
5.2.9.5. Тарельчатая шайба (рис.17 а) имеет четыре, а шайба (рис.17 б) - три отверстия диаметром 22 мм для болтов, прикрепляющих шайбу к торцу шейки оси.
Необходимо тщательно осматривать тарельчатые шайбы и болты торцевого крепления подшипников, выполненного при помощи шайб и четырех или трех болтов М20. О выявленных недостатках следует сообщать в железнодорожные администрации. Также необходимо сообщать о количестве торцевых гаек, выявленных с сорванной резьбой.
5.2.9.6. Шайбы стопорные для закрепления одновременно четырех (рис. 18) и трех (рис. 19) болтов применяют при торцевом креплении подшипников, выполненном при помощи шайб тарельчатых и болтов М20.
Для предупреждения повреждения крышек, изготовленных из алюминиевого сплава, от врезания пружинных шайб применяется специальная подкладка (рис. 20).
5.2.9.7. Болты М 12х35 для крепления стопорной планки и смотровой крышки, а также болты М20х60для крепления крепительной крышки и болты М20х60.4.8 для крепления тарельчатой шайбы изготавливают по ГОСТ 7798-70 и техническим требованиям по ГОСТ 1759-70. Головки болтов М20х60.4.8 изготавливают по варианту с ложной шайбой на опорной ее поверхности (рис. 21). На торце головок болтов ставят размером 6х2,25 мм две последние цифры года монтажа букс, когда болты были впервые использованы при монтаже торцевого крепления. Резьба болтов должна быть изготовлена методом накатки. При несоответствии требованиям стандартов болты необходимо браковать. Запрещается применять болты как М12, так и М20 с разными размерами головок.
5.2.9.8. Резиновые кольца, устанавливаемые между крепительной крышкой и буксой, а также прокладки между крышка ми независимо от их состояния заменяют при каждой полной ревизии букс.
Рис.18. Шайба стопорная для стопорения болтов М20 при торцевом креплении шайбой тарельчатой и четырьмя болтами
Рис.19. Шайба стопорная для стопорения болтов М20 при торцевом креплении шайбой тарельчатой и тремя болтами
Рис. 20. Подкладка для предохранения повреждения крышек из алюминиевого сплава
Рис. 21. Болт М20х60.4.8 для крепления торцевой шайбы
5.3. Монтаж буксовых узлов
5.3.1. Общие требования.
5.3.1.1. Монтаж букс с роликовыми подшипниками можно осуществлять на поточной линии с применением механизированных стендов или ручным способом. При работе с применением стенда колесные пары поочередно подают к этому стенду, при помощи которого завертывают торцевые гайки или болты М20, болты М12 стопорных планок и М20 крышек букс. При ручном способе требующие монтажа буксы и колесные пары устанавливают в ряд на рельсовый путь монтажного отделения.
Монтаж букс с применением стендов производят по технологическому процессу демонтажа и монтажа вагонных букс на роликовых подшипниках с применением средств механизации и автоматизации.
5.3.1.2. К монтажу допускаются подшипники и колесные пары, имеющие температуру окружающей среды. Поэтому монтаж букс необходимо производить не ранее, чем через 12 часов после обмывки колесных пар в моечных машинах и не ранее, чем через 2 часа после обточки кругов катания колес при ремонте, а подшипники - не ранее, чем через 8 часов после обмывки их в моечной машине. Монтаж букс с роликовыми подшипниками после демонтажа букс со снятием внутренних колец или новом формировании необходимо производить с обеспечением условий, предусмотренных пп. 5.2.2.4., 5.2.6.1. настоящих Инструктивных указаний, так как для качества закрепления подшипников на шейке оси существенное значение имеет точность произведенных замеров шеек осей и отверстий внутренних колец подшипников. Монтаж букс с роликовыми подшипниками после демонтажа без снятия внутренних колец допускается производить не ранее, чем через 12 часов после обмывки колесных пар в моечных машинах и через 8 часов после обмывки блоков подшипников при условии, что разность температур между внутренними кольцами на шейке оси и блоками подшипников будет в пределах 3°С.
5.3.1.3. Весь измерительный инструмент, а также приборы, применяемые при монтаже букс и комплектовании подшипников, должны подвергаться периодической проверке, содержаться в абсолютной чистоте и полной
исправности.
5.3.1.4. Каждому измерительному инструменту присваивается
номер. Результаты периодической проверки и даты контроля заносят в журнал установленной формы, который периодически проверяют на заводах промышленности -инспектор железнодорожной администрации, на ремонтных заводах - начальник ОТК, а в депо - главный инженер.
5.3.1.5. За техническое состояние шеек, предподступичных частей осей и их размеры отвечают работники колесного производственного участка, а работники производственного участка роликовых подшипников, кроме того, несут ответственность также и за монтаж букс.
5.3.1.6. При монтаже все резьбовые соединения деталей буксового узла покрывают тонким слоем смазки ЛЗ-ЦНИИ, кроме резьбы на осях типа РУ1 и гайках М110.
Рис. 22. Монтажная втулка №1
5.3.2. Установка лабиринтного кольца.
5.3.2.1. Лабиринтные кольца для посадки на предподступичную часть оси подбирают по натягу, который создается за счет разности диаметров кольца и предподступичной части. Для определения натяга измеряют микрометрическим или индикаторным нутромером внутренний диаметр лабиринтного кольца, а микрометром - диаметр предподступичной части оси. Измерение производят в двух взаимно перпендикулярных направлениях. По результатам этих измерений определяют средние диаметры лабиринтного кольца и предподступичной части оси, по которым и производят подсчет натяга. Полученные средние арифметические значения отклонений от номинальных пишут на посадочной или боковой поверхности лабиринтного кольца, а для предподступичных частей осей - на наружной грани обода или на диске колеса. Диаметр лабиринтного кольца должен быть меньше диаметра предподступичной части оси на значение допускаемого натяга в пределах, указанных в п. 6.4.
5.3.2.2. Лабиринтное кольцо перед посадкой предварительно нагревают в электропечи, ванне или при помощи специального индукционного нагревателя до температуры 125°-50°С. При нагревании кольца в электропечи предподступичную часть покрывают тонким слоем масла трансформаторного, веретенного АУ или индустриального 12.
Рис. 23. Расположение угольника и щупа при проверке установки и плотности посадки лабиринтного кольца 1 - угольник; 2 - щуп.
При надевании лабиринтное кольцо должно упереться в торец предподступичной части оси. На шейку оси надевают монтажную втулку №1 (рис. 22), торцом которой наносят по лабиринтному кольцу удары, постепенно усиливающиеся по мере его остывания до получения чистого металлического звука. Разрешается подпрессовывать кольца гидравлическими устройствами.
5.3.2.3. После полного остывания шейки оси и лабиринтного кольца лекальным угольником проверяют в четырех диаметрально противоположных точках перпендикулярность торцевой поверхности лабиринтного кольца к посадочной поверхности шейки оси (рис. 23). Щупом измеряют зазор между торцевой поверхностью лабиринтного кольца и угольника. Пластина щупа толщиной 0,04 мм не должна проходить в зазор. Той же пластиной щупа проверяют прилегание лабиринтного кольца к торцу предподступичной части оси (щуп не должен проходить). После этого приступают к монтажу букс. Перед установкой буксы на шейку оси в лабиринтное кольцо закладывают смазку в количестве 100 г, равномерно распределенную по всему периметру.
Рис. 24. Расположение приспособлений при установке внутренних колец а) заднего подшипника; б) переднего подшипника 1 - монтажная втулка; 2 - направляющий стакан №2; 3 - внутреннее кольцо заднего подшипника; 4 - лабиринтное кольцо; 5 - внутреннее кольцо переднего подшипника.
Рис. 25. Расположение деталей при затяжке внутренних колец в осевом направлении
5.3.3. Установка двух цилиндрических подшипников типа 232726 и 42726 нового изготовления или после демонтажа со снятием внутренних колец.
5.3.3.1. Подготовка к монтажу двух цилиндрических подшипников (рис. 24 и 25) ведется в соответствии с требованиями, изложенными впп. 5.2.1. -5.2.9.8.
5.3.3.2. Закрепление внутренних колец подшипников на шейке оси при установке двух цилиндрических подшипников осуществляется «натягом», который создается за счет разности диаметров колец и шейки оси. Для определения натяга на посадку внутренних колец специальными электронно-механическими приборами, настройка которых производится в соответствии с инструкциями, прилагаемыми к данным приборам, измеряются диаметры шеек осей в двух сечениях, соответствующих серединам внутренних колец подшипников, и в двух взаимно перпендикулярных направлениях. Допускается измерять шейки осей рычажной скобой по вышеуказанной последовательности.
Шейки осей колесных пар аналогично внутренним кольцам в зависимости от их отклонения от номинальных размеров при использовании рычажной скобы также могут быть разбиты на три размерные группы. Рекомендуемое деление шеек осей на размерные группы по посадочному диаметру приведено в табл.7.
Таблица 7
По результатам этих измерений определяют средние диаметры шеек осей. Полученные средние арифметические значения отклонений от номинальных размеров или номер группы пишут на наружной грани обода колеса. Отклонения от диаметра шейки или номер группы заносят в монтажный журнал формы ВУ-90 (Приложение 1). Для подсчета натяга принимают средние арифметические значения измерений в каждом сечении шейки оси и внутреннего кольца подшипника.
5.3.3.3. Подбор, установку и проверку лабиринтного кольца на предподступичную часть оси производят в соответствии с требованиями, указанными в пп. 5.3.2.2. - 3.2.3. Перед установкой лабиринтного и внутренних колец на резьбовую часть шейки оси навинчивают направляющий стакан №2 (рис. 26) с наружным диаметром 129 мм.
5.3.3.4. После установки лабиринтного кольца на шейку оси устанавливают внутренние кольца подшипников, которые предварительно нагревают в электропечи до температуры 100°-120°С, при этом внутренние кольца первой группы устанавливают на шейку оси первой группы, кольца второй группы - на шейку оси второй группы и т.д. На правую и левую шейки оси одной колесной пары могут быть установлены кольца различных групп.
Внутренние кольца подшипников можно нагревать в индукционной установке «нагреватель - демагнитизатор» или масляной ванне с электроподогревом до температуры 100° - 120°С с обязательным ее контролем.
Шейки осей перед установкой внутренних колец (если их нагревали в электропечи или индукционной установке) покрывают тонким слоем веретенного масла АУ, индустриального 12 или трансформаторного масла.
Рис. 26. Направляющий (предохранительный) стакан № 2
Рис. 27. Расположение корпуса буксы при установке блоков подшипника 1 - задний подшипник; 2 - передний подшипник.

Рис. 28. Расположение корпуса буксы при установке на шейку оси
5.3.3.5. Нагретое внутреннее кольцо заднего подшипника 3 (рис.24 а) бортом вперед надевают через направляющий стакан № 2 на шейку оси при помощи монтажной втулки № 1 (поз. 1) доводят до лабиринтного кольца 4.
5.3.3.6. После установки внутреннего кольца заднего подшипника на шейку оси устанавливают внутреннее кольцо переднего подшипника 5 (рис. 24 б). При этом обращают внимание на плотность его прилегания непосредственно к внутреннему кольцу заднего подшипника. Внутреннее кольцо переднего подшипника устанавливают так, чтобы его сторона со скосами была обращена к середине шейки, а плоский торец - к торцу шейки оси.
5.3.3.7. После снятия направляющего стакана 2 на шейку оси надевают плоское упорное кольцо 2 (рис. 25), затем при помощи гайки 1 все детали, надетые на шейку оси, затягивают в осевом направлении с применением ударного инструмента - молотка массой 3-5 кг. Допускается затягивать и производить последующее подтягивание гайки инерционным ключом или поджатием внутренних колец гидравлической установкой усилием не менее 200 кН (20 тс).
5.3.3.8. При торцевом креплении тарельчатой шайбой и болтами М20 поджатие осуществляют тарельчатой шайбой и четырьмя или тремя болтами М20, которые затем могут быть применены в торцевом креплении этой буксы. Момент затяжки каждого болта должен быть в пределах 200-300 Нм (20-30 кгс/м). Допускается применение технологических шайб и болтов М20.
5.3.3.9. По мере остывания внутренних колец, для обеспечения плотного прилегания их друг к другу и к лабиринтному кольцу, гайки М110 и болты М20 подтягивают. Кольца остаются затянутыми до полного остывания. Допускается принудительное охлаждение колец трансформаторным маслом с температурой от +15° до +20°С. После остывания колец до температуры окружающей среды гайку или шайбу, а также упорное кольцо, снимают. Плотность прилегания внутренних колец друг к другу и к лабиринтному кольцу контролируют щупом при разности температур между кольцами и окружающей средой не более 3°С. Пластина щупа толщиной не более 0,04 мм может войти в зазор между этими деталями на участке длиной не более 1/3 окружности.
5.3.3.10. В корпус буксы после покрытия его посадочной поверхности тонким слоем масла последовательно вручную вставляют блок (наружное кольцо с роликами) заднего подшипника 1 (рис. 27) так, чтобы сторона кольца с маркировкой была обращена к лабиринтной части буксы, и блок переднего подшипника 2 так, чтобы его торец с маркировкой был обращен к передней части корпуса. Запрещается постановка в буксы одной колесной пары подшипников с различными по материалу сепараторами.
Перед установкой блоков подшипников в корпус буксы ролики, дорожки качения и борта наружных колец смазывают маслами, оговоренными в п. 2.3.3. Смазывание блока подшипника производят из масленки с последующим многократным проворачиванием сепаратора с роликами в наружном кольце.
5.3.3.11. Роликовые подшипники, установленные в буксы, и проточки лабиринтной части буксы или лабиринтного кольца полностью заполняют по всему периметру смазкой. При этом в подшипниковые блоки и свободное пространство между задним подшипником и лабиринтным кольцом закладывают 0,5-0,6 кг смазки, а в лабиринтное уплотнение -0,1 кг.
5.3.3.12. Корпус буксы с установленными блоками подшипников надвигают на внутренние кольца (рис. 28). Тугое перемещение корпуса буксы означает, что были допущены нарушения в подборе радиальных зазоров. Корпус буксы с блоками подшипников на внутренние кольца должен устанавливаться свободно, без особого усилия. При этом запрещается устанавливать на одну колесную пару, буксы, корпуса которых изготовлены из алюминиевого сплава и стали. ![]()
Рис. 29. Разжимающая втулка, установленная в блоке подшипников 1 - разжимающая втулка; 2 - подшипник; 3 - корпус буксы.
Перед надеванием корпуса буксы 3 (рис. 29) с блоками подшипников необходимо раздвинуть ролики 2 втулкой 1. При перемещении корпуса 2 (рис.30) втулка 1 выйдет из буксы.
5.3.3.13. После установки корпуса буксы на шейку надевают упорное кольцо переднего подшипника маркировкой, обращенной к передней части корпуса буксы, на резьбовую часть оси навинчивают гайку М110х4 высотой 51 мм. Гайки предварительно подбирают по резьбе шейки оси для обеспечения наименьшего зазора в резьбовом соединении.
5.3.3.14. Затянуть гайку до соприкосновения с плоским упорным кольцом переднего подшипника и туго поджать при применении стенда или вручную при помощи гаечного ключа и молотка массой 3-5 кг двумя - четырьмя ударами, прилагаемыми на плече 0,5 м до получения чистого металлического звука.
Затем в паз оси устанавливают стопорную планку, не вводя ее хвостовик в шлиц гайки. Планку устанавливают в такое положение, чтобы при последующей затяжке гайки для ввода хвостовика планки в шлиц гайка повернулась бы от половины до одной коронки. При применении гаечного ключа со стрелкой после установки гайки вручную до соприкосновения с плоским упорным кольцом ее предварительно затягивают одним ударом молотка массой 3-5 кг по рукоятке ключа. Затем, поддерживая одной рукой ключ, другой рукой на ключ устанавливают планку со стрелкой 4 в резьбовые отверстия паза оси.
Выставляя стрелку на ноль (риска на торце ключа) и ударяя по рукоятке ключа, затягивают гайку на угол 16° (риска на торце ключа). Сняв планку со стрелкой, в паз оси устанавливают стопорную планку, не вводя ее хвостовик в шлиц гайки. Ввернув один болт стопорной планки, производят окончательную затяжку гайки для ввода хвостовика стопорной планки в шлиц гайки; при этом гайку затягивают на размер, равный половине коронки (примерно на угол не более 8°).
Затяжку гайки производят только поворотом по часовой стрелке. Поворот гайки в обратном направлении, т. е. ослабление ее затяжки, запрещается. При затяжке гайки буксу слегка поворачивают для того, чтобы убедиться в отсутствии заклинивания подшипников. После этого устанавливают и закрепляют болты стопорной планки. Болты и отверстия под них смазывают смазкой. Под болты устанавливают пружинные шайбы. Болты связывают мягкой (отожженной) проволокой диаметром 1,5-2,0 мм, проходящей через раззенкованные отверстия в их головках, независимо от установки пружинных шайб. Проволоку увязывают по форме цифры «8».
Рис. 30. Расположение буксы с подшипниками при установке на шейку оси с разжимающей втулкой 1 - разжимающая втулка; 2 - корпус буксы.
5.3.3.15. При торцевом креплении подшипников шайбой тарельчатой, последнюю после установки плоского упорного кольца переднего подшипника надевают на шейку оси. Тарельчатую шайбу прикрепляют к торцу шейки оси четырьмя или тремя болтами М20х60.4.8 с головкой, выполненной с ложной шайбой на опорной поверхности (рис. 21). При монтаже торцевого крепления подшипников шайбой должны использоваться болты без следов коррозии. Особое внимание следует уделять состоянию места перехода стержня болта к головке. При обнаружении задиров в месте перехода от стержня к головке радиусом менее 0,8 мм или других повреждений, болты к дальнейшей эксплуатации в торцевом креплении не допускаются. Поврежденные болты заменяют.
Под болты правой и левой шеек оси устанавливают стопорные шайбы, на которые в соответствии с п. 4.1.5. набивают клейма (рис. 7). При торцевом креплении шайбой тарельчатой болты М20 стопорят стопорной шайбой (рис.18 и 19). Затягивать болты М20 тарированным или динамометрическим ключом усилием с крутящим моментом 230-250 Нм (23-25 кгс/м). Затяжка болтов должна быть равномерной. Для этого завинчивание трех болтов производят дважды по периметру, а четырех - по схеме в следующем порядке: 1-2-3-4-3-4-2-1. Затем лепестки стопорной шайбы загибают клещами на грань головки каждого болта и доводят до плотного прилегания лепестков шайбы к граням головки болта.
5.3.3.16. После закрепления подшипников в осевом направлении производят установку буксовых крышек.
Между крепительной и смотровой крышками при их сборке ставят новую резиновую прокладку толщиной 3мм. Внутренние поверхности крепительной и смотровой крышек, а также цилиндрическую посадочную поверхность крепительной крышки и соответствующую поверхность корпуса буксы, болты М20 и М12 и отверстия под них смазывают тонким слоем смазки ЛЗ-ЦНИИ. Крышки скрепляют между собой четырьмя болтами М12, под которые устанавливают пружинные шайбы, при этом запрещается устанавливать болты с различными размерами головок. Болты затягивают с применением стенда или гаечного ключа.
Смазку массой 0,2 кг укладывают на внешнюю поверхность гайки по всему периметру и на переднюю видимую часть подшипника и уплотняют пальцами так, чтобы смазка проникла между сепаратором и бортом наружного кольца. Общее количество смазки, закладываемой в буксы, должно быть в пределах норм, указанных в п. 6.4.5., при этом смазку можно дозировать мерной емкостью вместо взвешивания.
Между торцом корпуса и фланцем крышки устанавливают новое резиновое кольцо, имеющее сечение диаметром 4 мм, фланцевую поверхность крышки смазывают смазкой из расчета заполнения всего зазора между этой поверхностью и торцом корпуса буксы после затяжки болтов. После этого буксу закрывают крышками, прикрепляемыми к корпусу болтами М20, под которые также устанавливают пружинные шайбы. Под два болта (или один болт, если это предусмотрено конструкцией) крепительной крышки буксы правой шейки оси с левой стороны устанавливают бирку.
Устанавливать дополнительную бирку после монтажа букс у колесных пар пассажирских вагонов с внутренними кольцами из стали ШХ4, на которой наносить клейма 4РП, дату установки внутренних колец, условный номер, присвоенный пункту, производившему установку колец. На эту же бирку наносить цифры «160» у колесных пар пассажирских вагонов, предназначенных для скоростей движения свыше 140 км/ч. Категорически запрещается устанавливать болты с различными размерами головок. Резиновые прокладки или резиновые кольца, бывшие в эксплуатации, независимо от их состояния, заменяют на новые. При монтаже букс с применением крепительных крышек из алюминиевого сплава под каждые два болта М20 устанавливают прокладки (рис. 20) для предупреждения повреждения крышек от врезания пружинных шайб.
5.3.3.17. Правильность сборки буксы контролируют по наличию зазора между фланцевой поверхностью крепительной крышки и торцевой поверхностью буксы и по легкости ее вращения на шейке оси, которое должно быть совершенно свободным (букса вращается вручную). Допускается неравномерный зазор по всей окружности, при этом минимально допускаемый зазор 0,3 мм должен находиться в зоне расположения ушков крепительных крышек.
Причинами затруднительного вращения может быть чрезмерное заполнение буксы смазкой, случайное попадание в буксу посторонних тел (металлическая стружка, тряпки и т.д.), особенно опасно отсутствие осевого разбега буксы, трение сепаратора о борт внутреннего кольца заднего подшипника или о плоское упорное кольцо переднего. Эти причины должны быть немедленно выяснены и устранены.
Вручную проверяют осевое смещение буксы. Букса должна свободно перемещаться вдоль шейки оси в пределах осевого разбега. Не допускается защемление роликов в осевом направлении.
5.3.3.18. Буксы после монтажа подшипников окрашивают черной краской. Тщательно должны быть окрашены места соединения лабиринтного кольца с предподступичной частью оси, а также предподступичная часть между лабиринтным кольцом и колесом во избежание образования коррозионных повреждений.
5.3.3.19. Данные монтажа заносят в журнал формы ВУ-90. В этом случае в графе 19 следует писать посадочный диаметр внутренних колец заднего (числитель) и переднего (знаменатель) подшипников, в графе 20 - натяг на посадку внутренних колец заднего (числитель) и переднего (знаменатель) подшипников.
5.3.4. Установка двух цилиндрических подшипников типа 42726 и 232726 после демонтажа без снятия внутренних колец.
5.3.4.1. Монтаж букс производят в соответствии с пп. 5.3.3.10 -5.3.3.19 настоящих Инструктивных указаний. Дополнительно перед монтажом производят в соответствии с п. 5.2.5 замер радиальных зазоров парных подшипников непосредственно на шейке оси. Значения зазоров заносят в журнал формы ВУ-90, которые должны удовлетворять нормам, указанным в п. 6.2. Значение радиального зазора заносят в графу 13 вместо радиального в свободном состоянии.
Для соблюдения необходимой разности радиальных зазоров разрешается производить перестановку блоков подшипников (на любое внутреннее кольцо может быть установлен любой блок подшипников этого типоразмера).
5.3.4.2. Проверяют плотность посадки внутренних колец на шейке оси приспособлением, которое устанавливают на внутреннее кольцо, находящееся на шейке оси, зажимают и при помощи захвата от руки вращают в одну и другую стороны. Допускается применение приборов для определения натяга посадки внутренних колец, утвержденных МПС РФ в установленном порядке.
Также производят проверку плотности прилегания внутренних колец друг к другу и к лабиринтному кольцу по методике и нормам, предусмотренным п. 5.3.3.9. Случаи ослабления посадки внутренних колец регистрируются в журнале формы ВУ-91 (Приложение 2).
Страница 2 из 11
2. КОНСТРУКЦИИ БУКСОВЫХ УЗЛОВ С РОЛИКОВЫМИ ПОДШИПНИКАМИ
2.1.1 В буксах пассажирских и грузовых вагонов применяются роликовые подшипники:
а) с короткими цилиндрическими роликами однорядные с однобортовым внутренним кольцом (рис.1 а);
б) с короткими цилиндрическими роликами однорядные с безбортовым внутренним кольцом и плоским упорным кольцом (рис.1 б).
Примечание. В дальнейшем роликовые подшипники с короткими цилиндрическими роликами будут называться «цилиндрическими подшипниками». Посадка внутренних колец на шейку оси осуществляется методом прессования, заключающегося в нагреве внутренних колец (при этом происходит их объемное расширение), их постановке на шейку оси, остывании, после которого обеспечивается необходимая прочность прессового соединения колец с осью.
Формы роликов цилиндрических подшипников приведены на рис.2.
Ролики цилиндрических подшипников ранее изготовлялись со скосами (рис. 2 а,б), с 1965 г. ролики подшипников 42726 и 232726 изготавливаются с рациональным контактом - «бомбиной» (рис. 2 в). У цилиндрических подшипников, имеющих массивные беззаклепочные латунные сепараторы, ролики удерживаются в гнездах расчеканкой перемычек, а у полиамидных сепараторов - на перемычках имеются специальные утолщения.
Основные типы роликовых подшипников, применяемые в буксах пассажирских и грузовых вагонов широкой колеи, их размеры и массы представлены в табл.1.
Рис. 1. Роликовые подшипники
а) цилиндрический однорядный с однобортовым внутренним кольцом;
б) цилиндрический однорядный с безбортовым внутренним кольцом и плоским упорным кольцом;
1 - наружное кольцо; 2 - ролик; 3 - внутренне кольцо; 4 - сепаратор; 5 - упорное кольцо.
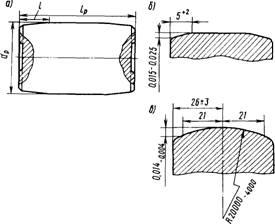
Рис. 2. Ролики подшипников
2.1.2. Цилиндрические роликовые подшипники с различными индексами и цифрами (Л, Л1, ЕМ, Е2М, Л4М и др.), стоящими после условного обозначения, отличаются друг от друга применяемым материалом сепараторов (Л-латунь, Е-полиамид и др.).
2.1.3. Подшипники (кольца и ролики) изготавливают из хромистой стали (табл. 2) марок ШХ15 и ШХ15СГ, стали электрошлакового переплава марки ШХ15СГШ, а также из стали регламентированной прокаливаемости марки ШХ4 по ТУ 14-1-92374 и могут быть изготовлены из других марок стали по согласованию с заказчиком. Подшипники 42726 с внутренними кольцами из стали регламентированной прокаливаемости марки ШХ4 имеют увеличенную фаску на борту внутреннего кольца с наружной стороны высотой 3 мм и шириной 5 мм или на наружном диаметре борта внутреннего кольца имеется проточка радиусом 2,5 мм.
Внутренние кольца подшипников 232726 из стали регламентированной прокаливаемости марки ШХ4 имеют проточку на скосе глубиной 0,5 мм и шириной 2 мм. Внутренние кольца подшипников из стали регламентированной прокаливаемости марки ШХ4 имеют маркировку 42726Л4М и 232726Л4М или 42726Е2М и 232726Е2М.
2.1.4. На вагонные роликовые подшипники наносят маркировку в соответствии с ГОСТ 520-92 и ТУ 37.006.048-73.
При изготовлении на торцы наружного и внутреннего колец цилиндрических подшипников наносят товарный знак завода-изготовителя (16ГПЗ, 8ГПЗ-ХАРП, 5ГПЗ, ЗГПЗ-СПЗ и 1 ГПЗ-МПЗ) и указывают время изготовления месяц и год. Месяц указывают условно буквой, располагаемой рядом с порядковым номером подшипника. У роликовых подшипников, изготовленных на 16, 8, 3 и 1 ГПЗ, с апреля 1998 г. обозначение месяца выпуска соответствует цифрам с 1 по 12 соответственно: 1-январь, 2-фев-раль и т.д. Маркировку на кольцах подшипников наносят только с одной стороны. Таблица 1
Обозначение подшипников |
Размеры подшипников, мм (см.рис.1) |
Число роликов, шт. |
Размеры роликов, мм (см.рис.2) |
Радиальный зазор, мм |
Способ посадки |
Масса подшипника, кг |
|||||
Цилиндрические подшипники: |
|||||||||||
30 - 232726, |
|||||||||||
30 - 42728, 36 - 42728 |
|||||||||||
30 - 232728, |
|||||||||||
*) Внутренний диаметр подшипников на горячей посадке (диаметр шейки оси)
**) Подшипники с полиамидными сепараторами имеют по 15 роликов
Таблица 2
Марка стали |
||||||||
углерода |
марганца |
серы и фосфора |
никеля и меди |
|||||
Буквенные обозначения месяца выпуска подшипника различными подшипниковыми заводами представлены в табл. 3. (до 01.01.98 г.) Год изготовления подшипников обозначают условно заглавной буквой русского алфавита, а начиная с августа 1997г. - двумя последними цифрами года - 97, 98 и т.д. Знак «Л», стоящий после маркировки года изготовления подшипника, указывает, что подшипник изготовлен из стали электрошлакового переплава.
Кроме указанной маркировки, на подшипники наносят порядковый номер и условное обозначение подшипника, состоящее из цифр и букв.
Для серийных подшипников (42726, 232726 или 2726) условное обозначение характеризует тип, серию, конструкцию и другие особенности.
Внутренние кольца однотипных подшипников взаимозаменяемы, поэтому на наружных кольцах наносят обозначения основного типа (2726) или на них могут быть нанесены полные обозначения (30-42726Л или 30-232726Л1), а также два условных обозначения подшипников (переднего и заднего) при расположении маркировки на торцах колец через 90° в следующем порядке, например, 30-232726Л1, ЗГПЗ, 30-42726Л, порядковый номер, месяц и год изготовления.
На внутренних кольцах наносят обозначения одного типа подшипника, завод-изготовитель, месяц и год выпуска. На одном из торцов сепаратора у подшипников, начиная с марта 1974 г., наносили букву «Ж», а с 1979 г. вместо буквы «Ж» наносят товарный знак завода - изготовителя (ЗГПЗ, 16ГПЗ или цифру 3, 16 и т.д.) и букву условного обозначения или две последние цифры года выпуска (М, К или 97, 98 и т.п.). Кроме того, на сепараторах, изготавливаемых из более прочной латуни марки ЛЦ40МцЗЖ, наносят цифры 55.
Цифра и буква (30, 36 или ЗН), стоящие перед условным обозначением подшипника, указывают номер ряда, характеризующего величину радиального зазора и класс точности. Например, 30 указывает, что подшипник изготовлен по классу точности 0 с радиальным зазором по группе 3. Подшипники выпускало 1971г. имели соответственно обозначения ЗН, 2Н и 1 Н, а с 1971 г. - 30, 36. Буква «М», стоящая после условного обозначения подшипника, указывает, что подшипник имеет ролики с модифицированным контактом - «бомбиной»; буква «У» - подшипник подвергался суперфинишу; цифра и буква «Л4М» и «Е2М» - внутренние кольца подшипников изготовлены из стали регламентированной прокаливаемо-сти марки ШХ4.
Буква «Л» указывает, что сепаратор подшипника латунный, «Е» - полиамидный. Если этих букв нет, то сепаратор тоже латунный.
Цифры 1,2,3, стоящие за буквой, характеризуют изменение конструкции сепаратора (беззаклепочные, массивные, облегченные). Может быть нанесено на подшипники также среднее значение радиального зазора. 2.1.5. Цилиндрические подшипники, изготовляемые на автоматической линии, кроме того, могут иметь номер группы (I, II, III), к которой отнесено внутреннее кольцо по откло нению диаметра посадочного отверстия от номинального размера. К группе 1 относятся кольца с минусовыми отклонениями от номинального размера до 8 мкм, к группе II - от 9 до 17 мкм и к группе III - от 18 до 25 мкм.
Таблица 3
Месяц |
Буквенные обозначения месяцев выпуска подшипников |
||||||||
с |
С |
Все годы, кроме 1966г. |
|||||||
Сентябрь |
|||||||||
2.2. Устройство букс с роликовыми подшипниками
2.2.1. В буксах вагонов применяют глухую подшипниковую посадку, при которой внутреннее кольцо подшипника непосредственно устанавливают на шейку оси.
2.2.2.В буксах грузовых и пассажирских вагонов устанавливают два цилиндрических подшипника (рис. 3, 4, 5) вплотную друг к другу, при этом подшипник, расположенный у галтели шейки оси, называют задним, а у ее торца - передним.
2.2.3.Буксы с двумя цилиндрическими подшипниками могут иметь торцевое крепление корончатой гайкой МП 0х4 (рис. 3) или тарельчатой шайбой с четырьмя болтами М20 (рис. 6 а, б), или с тремя болтами М20 (рис. 6 в, г).
2.2.4.Характеристика основных типов букс с роликовыми подшипниками, применяемыми на пассажирских и грузовых вагонах, приведена в табл. 4.
2.3. Смазка для роликовых подшипников
2.3.1.Для букс вагонов с роликовыми подшипниками применяют железнодорожную смазку ЛЗ-ЦНИИ по ГОСТ 19791-74 или ЛЗ-ЦНИИ (у) по ТУ 0254-307-00148820-95 (с изменениями 1 и 2), представляющую собой однородную мазь от светло-желтого до темно-желтого цвета (табл.5).
В соответствии с ГОСТом или ТУ, смазку ЛЗ-ЦНИИ поставляют в бидонах из белой жести вместимостью 20 л или в стальных бочках со съемным днищем вместимостью 50 л, а по согласованию с заказчиком она может поставляться в металлических бочках вместимостью 200 л или в другой таре.
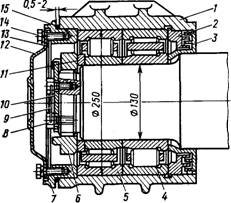
Рис. 3. Букса грузового вагона с двумя цилиндрическими подшипниками с торцевым креплением гайкой
1 - корпус буксы; 2 - отъемный лабиринт корпуса буксы; 3 - лабиринтное кольцо; 4 - задний подшипник; 5 - передний подшипник;
6 - торцевая гайка; 7 - крепительная крышка;
8 - болт М 12 стопорной планки с пружинной шайбой;
9 - проволока; 10 - стопорная планка; 11 - упорное кольцо подшипника;
12 - смотровая крышка; 13 - прокладка; 14 - болт М 12 смотровой крышки;
15 - кольцо уплотнительное.
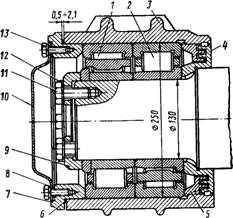
Рис. 4. Букса грузового вагона с двумя цилиндрическими подшипниками с торцевым креплением тарельчатой шайбой и четырьмя болтами 1-передний подшипник 232726Л1М; 2-задний подшипник 42726Л;
3 - корпус буксы; 4 - лабиринтное кольцо; 5 - отъемный лабиринт корпуса буксы; 6 - кольцо уплотнительное; 7 - крепительная крышка; 8 - прокладка;
9 - торцевая шайба; 10- смотровая крышка;
11 - болт М20 для крепления торцевой шайбы; 12 - стопорная шайба;
13 - болт М 12 с пружинной шайбой для крепления смотровой крышки.

Рис. 5. Букса пассажирского вагона с двумя цилиндрическими подшипниками с торцевым креплением гайкой 1 - корпус буксы; 2 - лабиринтное кольцо; 3 - задний подшипник;
4 - передний подшипник; 5 - крепительная крышка; 6 - смотровая крышка;
7 - торцевая гайка; 8 - стопорная планка;
9 - болт М 12 стопорной планки с пружинной шайбой; 10 - проволока;
11 -болт М12 смотровой крышки; 12 - пружинная шайба;
13 - прокладка; 14 - кольцо уплотнотельное.

Рис. 6. Варианты торцевого крепления тарельчатой шайбой с нанесением маркировки на стопорную шайбу а), б) - четырьмя болтами (соответственно правая и левая шейки оси);
в), г) - тремя болтами (соответственно правая и левая шейки оси);
1 - номер оси колесной пары; 2 - знак формирования; 3 - условный номер предприятия, сформировавшего колесную пару;
4 -дата формирования колесной пары; 5 -дата последнего полного освидетельствования колесной пары; 6 - условный номер предприятия, производившего последнее полное освидетельствование колесной пары;
7- знак обточки колесной пары;
8 - условный номер пункта, производившего обточку без демонтажа букс;
9 - дата обточки колесной пары без демонтажа букс;
I - шайба тарельчатая; II - шайба стопорная.
Таблица 4 Консрукция буксового узла
Конструкция буксового узла |
Обозначения подшипников |
Габаритные размеры подшипников, мм |
Тип вагонов |
|
переднего |
||||
Букса с двумя цилиндрическими подшипниками |
130 х 250 х 80 |
ЦМВ и грузовые |
||
140 х 260 х 80 |
Грузовые |
|||
Перед применением проверяют соответствие данных сертификата на смазку требованиям ГОСТа или ТУ. При отсутствии сертификата смазка должна быть проверена в лаборатории. По отдельным указаниям смазка проверяется независимо от наличия сертификата. Следует предъявлять рекламации на смазку, изготовленную с нарушением ГОСТа или ТУ. Не допускается загрязнение смазки механическими примесями и ее обводнение.
Перед заправкой подшипников смазкой, для создания однородности, ее пропускают через аппарат для перемешивания (гомогенизации) смазки.
2.3.2. Выбирать смазку из тары необходимо деревянной лопаткой или чистыми руками. Запрещается производить вырубку крышек у бидонов со смазкой. Крышки необходимо вскрывать специальным ножом или приспособлением.
2.3.3. Для смазывания дорожек качения и торцов роликов применяют препарат-модификатор эМПи-1 (Приложение 7) ТУ 0253-001-25887352-97. При длительном хранении подшипников в качестве предохранительной смазки от действия коррозии применяют смазку ПП-95/5 (ГОСТ 4113-80).
2.3.4. Смазочные материалы должны храниться в чистой, плотно закрытой таре, исключающей попадание пыли, грязи и воды.
Таблица 5
Наименование показателей |
Норма по ГОСТ |
Норма по ТУ |
Пенетрация при температуре 25° С |
||
Предел прочности при температуре 50°С |
200 Па (2,0 г/см2), не менее |
|
Температура каплепадения |
125° С, не ниже |
130°С, не ниже |
Коллоидная стабильность выделенного масла |
23%, не более |
|
Испытание коррозионных свойств |
выдерживает |
выдерживает |
0,2%, не более 0,5%, не более отсутствие |
0,02 - 0,2% 0,4% не более отсутствие |
ТЕХНИЧЕСКАЯ ИНФОРМАЦИЯ
«Регионального Центра Инновационных Технологий»
Виды неисправностей
Роликовый буксовый узел вагона.
Виды неисправностей
1. Устройство роликового буксового узла вагона
В настоящее время весь парк
вагонов ОАО»РЖД» переведен на подшипники качения. Применение букс с роликовыми
подшипниками дает возможность эксплуатировать вагоны при высоких скоростях
движения, сократить отцепки вагонов по нагреву в несколько раз, позволяет
получить значительную экономию электроэнергии или топлива на локомотивах и
снизить расходы на ремонт и содержание вагонов.
Буксы предназначены для
соединения колесных пар вагона с рамой тележки, передачи нагрузки от кузова
через подшипники на шейку оси колесной пары, а также для ограничения
поперечного и продольного перемещений колесных пар относительно тележки.
Существуют два типа посадки
роликовых подшипников на шейки осей:
1)
втулочная посадка (с помощью разрезной конической втулки);
2)
горячая посадка.
В настоящее время втулочная посадка не применяется. Основной является горячая посадка внутренних колец цилиндрических подшипников на шейки осей. Надежность горячей посадки обеспечивается разностью диаметров отверстия внутреннего кольца, изготовляемого с минусовым допуском, и диаметра шейки оси, изготовляемого с плюсовым допуском.
Горячая посадка основана на свойстве металла расширяться при нагревании и сжиматься при остывании. При горячей посадке подшипника на ось его внутреннее кольцо, имеющее несколько меньший диаметр отверстия, чем диаметр шейки оси, нагревают до температуры 110 - 120° С, в результате чего кольцо расширяется и свободно одевается на шейку. Остывая, оно сжимается, плотно обхватывает шейку и прочно удерживается на ней.
Роликовая букса проектируется с таким расчетом, чтобы равнодействующая нагрузка на шейку оси проходила по вертикали через середину шейки. Наиболее распространенной является непосредственная передача нагрузки на корпус буксы сверху. При этом нагружается только верхняя поверхность корпуса буксы. Это приводит к более интенсивным износам опорных поверхностей корпуса буксы и буксовых челюстей боковой рамы. Чтобы уменьшить износ трущихся поверхностей, в настоящее время испытываются вкладыши, устанавливаемые в месте интенсивного трения, которые выполнены из твердосплавного металла. В пассажирских и в некоторых грузовых вагонах (оборудованных тележками ЦМВ) применяют буксы, у которых нагрузка передается на кронштейны нижней части корпуса. При этой схеме передачи нагрузки весь корпус буксы является несущим.
Типовая букса пассажирского
вагона с цилиндрическими роликовыми подшипниками имеет передний и задний
подшипники, посаженные на шейку оси вплотную друг к другу, что уменьшает
габаритные размеры буксы и снижает напряжение в шейке оси. Букса состоит
из
следующих частей:
корпус;
лабиринтное уплотнение;
лабиринтное кольцо;
задний
подшипник;
передний подшипник;
торцевая гайка М110;
стопорная планка;
крепительная
крышка;
болты крепления стопорной планки М12;
резиновые уплотнения.
Чертеж
буксы пассажирского вагона приведен ниже.
В настоящее время все грузовые и
пассажирские вагоны оборудуются типовым буксовым узлом с установкой двух
цилиндрических роликовых подшипников с габаритными размерами 130 x 250 x
80 мм
(
Различие между пассажирским и грузовым буксовым узлом вагона состоит в конструкции корпуса и месте передачи нагрузки.
Роликовый подшипник на горячей посадке состоит из внутреннего и наружного колец. Между ними находятся ролики, удерживаемые в сепараторе на одинаковом расстоянии один от другого. Сепаратор опирается (центрируется) на борта наружного кольца.
Оба подшипника полузакрытого типа. Задний подшипник (42726Л) имеет однобортовое внутреннее кольцо, у переднего подшипника (232726Л1) роль борта играет плоское приставное упорное кольцо. Блоки подшипников взаимозаменяемы. Посадку внутренних колец на шейку оси производят с натягом 40-65 мкм. Минимальный натяг для колец бывших в эксплуатации, 30 мкм.
Долговечность подшипников определяется диаметром роликов: чем больше их диаметр, тем они долговечнее. Также известно, что долговечность подшипника находится в прямой зависимости от длины линии контакта ролика с дорожками качения колец. В цилиндрических подшипниках контакт ролика происходит по всей его длине.
При проектировании корпусов букс с роликовыми подшипниками важным условием является рациональное распределение нагрузки между роликами и вдоль образующей роликов и колец. Корпус буксы имеет лабиринтное уплотнение. Кольцевая поверхность на торце оси позволяет осуществлять ультразвуковой контроль шейки без снятия внутренних колец подшипников.
Торцевое крепление подшипников осуществлено гайкой М110. Для придания гайке упругости, обеспечивающей включение в работу увеличенного числа витков резьбы, со стороны заднего привалочного торца гайки М110 делается кольцевая выточка. Также применяют торцевое крепление тарельчатой шайбой, которая притягивается к торцу шейки оси с помощью трех или четырех болтов с резьбой М20 и специальных лепестковых пластинчатых шайб.
Осевое перемещение буксы по внутренним кольцам подшипников ограничивается с одной стороны бортом внутреннего кольца заднего подшипника, с другой - приставным кольцом переднего подшипника. Таким образом, торцевое крепление должно удерживать на шейке оси буксу с двумя подшипниками при всех режимах эксплуатации, обеспечивая надежное прижатие приставного кольца переднего подшипника.
Для смазывания деталей буксового узла применяется консистентная смазка ЛЗ ЦНИИ, которая обеспечивает противозадирное и противоизносное воздействие на трущиеся поверхности при вращении. Смазка ЛЗ ЦНИИ уменьшает трение между деталями подшипника, предохраняет металл от коррозии, а также способствует отводу и равномерному распределению во всех частях подшипника теплоты, возникающей от трения. Не допускается появление в смазке частиц металла и песка, обладающих абразивными свойствами, а также воды, которая приводит к ее разжижению и снижает все характеристики и свойства.
Одно из требований, которое должно удовлетворяться при эксплуатации вагонов - обеспечение длительной работы без замены смазки. Пробеги вагонов между ревизиями букс, при которых разбирают буксы и заменяют смазку, достаточно велики. Следовательно, буксовая смазка должна быть стабильной по своим техническим, химическим и коллоидным характеристикам в условиях воздействия больших нагрузок на контактирующих поверхностях, вибрации, повышенных температур, влаги и прочего.
В условиях эксплуатации неизбежен кратковременный и длительный отстой вагонов или колесных пар, при котором могут интенсивно протекать процессы коррозии. Коррозионные повреждения характерны для буксовых подшипников, поэтому антикоррозионные защитные свойства смазки являются одним из критериев ее качества.
Смазка для роликовых подшипников
букс вагонов
должна отвечать следующим требованиям:
1) быть химически и физически стабильной и устойчивой;
2) не содержать истирающих веществ, которые могут вызвать износ деталей
подшипников;
3)
обладать стабильностью механических свойств;
4)
не содержать свободных кислот или других коррозирующих веществ;
5)
обеспечивать равномерность смазывания деталей подшипников при различных
температурах. (Для этого смазка должна обладать липкостью, при которой она
могла бы сопротивляться действию центробежных сил, стремящихся выбросить ее из
подшипника при вращении);
6)
при всех условиях эксплуатации сохранять предел прочности;
7)
иметь температуру каплепадения значительно выше максимальной рабочей
температуры, которая в буксах с роликовыми подшипниками достигает 80°С.
Важность и сложность такого узла вагона, как буксовый, обуславливает непременное повышение надежности и стабильности его работы с учетом происходящих в процессе эксплуатации технических отказов.
2. Виды
неисправностей и причины
разрушения роликовых подшипников
Одна из причин отцепок пассажирских вагонов в эксплуатации - недопустимый нагрев буксовых узлов , который происходит из-за разрушений основных составляющих элементов роликовых подшипников.
Нагрев буксовых подшипников возникает вследствие трения качения роликов по кольцам, трения смазки о детали подшипников и трения скольжения торцов роликов о борта колец. Выделяющееся в процессе работы подшипников тепло расходуется на повышение температуры самих подшипников, смазки, шейки, корпуса буксы, сопряженных с осью элементов колес, при этом часть тепла рассеивается через поверхность буксового узла и колесной пары в окружающую среду.
Наиболее высокую температуру имеют ролики и сепараторы, затем (в порядке убывания) внутренние и наружные кольца, корпус буксы и ступица колеса. Разность температуры роликов и наружного кольца в эксплуатации составляет 25 - 40°С, но может достигать 70°С.
Различный эксплуатационный нагрев элементов подшипников вызывает температурные деформации, которые, уменьшая рабочие зазоры, могут привести к защемлению (заклиниванию) роликов между кольцами и разрушению буксового узла. Поэтому температура буксового узла является важнейшим критерием, характеризующим техническое состояние подшипников. Причиной повышенного нагрева букс, может быть излишнее количество в них смазки, что чаще всего происходит после ревизии букс. Излишняя смазка выдавливается через лабиринтные уплотнения и после пробега вагоном на расстояния 500 - 600 км интенсивность снижается. Наиболее интенсивный нагрев букс наблюдается при недостаточном радиальном и особенно осевом зазорах в подшипнике.
Букса может нагреваться в результате внезапных отказов подшипников качения, которые, хотя и не носят массовый характер, представляют угрозу безопасности движения поездов. Причинами таких отказов являются дефекты металла, нарушение технологии механической и термической обработки подшипников, из-за которых в кольцах создаются повышенные остаточные напряжения, неправильный подбор колец на шейке оси и роликов по размерам групп, недостаточное усилие затяжки торцевой гайки или болтов крепления тарельчатой шайбы, усталостные повреждения - раковины и электроожоги на дорожках качения колец и другие.
Основными неисправностями буксовых узлов с роликовыми подшипниками являются: разрыв внутреннего кольца, ступенчатые сколы борта внутреннего кольца, ослабление посадки внутреннего кольца, ослабление торцевого крепления, усталостное разрушение сепаратора, износ центрирующей поверхности сепаратора, обводнение смазки ЛЗ ЦНИИ.
Установлено, что процесс окончательного разрушения подшипника стремительно ускоряется в том случае, если в буксе прекращается процесс качения и возникает сухое трение скольжения (например, роликов по дорожке качения внутреннего кольца, внутреннего кольца по шейке оси).
Рисунок
2- Разрушение торцевого крепления буксы.
При провороте внутреннего кольца подшипника происходит ступенчатый износ шейки, который может привести к ее излому.
Известно, что если разрушение подшипника происходит в самом начале эксплуатации , то обычно причинами этого могут быть низкое качество его изготовления или нарушение технологии монтажа.
Нарушения технологии монтажа проявляются в ослаблении посадки внутренних колец на шейки оси из-за неудовлетворительного подбора величины натяга, а также в ослаблении торцевого крепления буксы.
Практика показывает, что ослабление гайки происходит по нескольким причинам. Основные из них - недостаточная затяжка гайки, низкое качество изготовления резьбы, нарушение технологии расформирования колесной пары, когда деформируется резьбовая часть шейки оси.
При ослаблении или разрушении торцевого крепления роликовой буксы происходит смещение корпуса буксы относительно лабиринтного кольца, следовательно, увеличение осевого разбега буксы на шейке.
Ослабление торцевого крепления роликовой буксы приводит в конечном результате к его разрушению (излому хвостовика стопорной планки, скручиванию гайки М110, сползанию буксы с шейки оси).
Рассматривая работу гаек на одной колесной паре при движущемся вагоне видно, что правая по направлению движения гайка стремится к откручиванию, а левая - к закручиванию. При смене направления движения процесс идет в обратном порядке. Все эти нагрузки приводят к излому хвостовика стопорной планки и, в конечном итоге, к свинчиванию гайки и сползанию корпуса буксы с шейки оси.
Причем одновременно с износом шейки появляется наклон корпуса буксы относительно оси колесной пары, соответственно перегружаются ролики и дорожки качения внутреннего и наружного колец рядом расположенного подшипника.
Ниже приведен разрыв внутреннего кольца подшипника
Рисунок
3 - Разрыв внутреннего кольца подшипника
Разрыв внутреннего кольца
подшипника вызывает два вида повреждений.
Первый вид
- когда разрыв кольца
создает мгновенное заклинивание роликов в радиальном направлении из-за
уменьшения радиального зазора, а шейка оси начинает вращаться внутри кольца.
Второй вид повреждения
- когда лопнувшее внутренне кольцо не вращается на
шейке, а ролики заклиниваются в радиальном направлении. Сепаратор оплавляется в
верхней нагруженной зоне, на дорожках качения внутреннего кольца возникают
следы от проскальзываний роликов, наплывы металла, на роликах появляются ползуны
и буксовый узел полностью разрушается.
Излом сепаратора является серьезной неисправностью:
Рисунок
4 - Излом сепаратора роликовой буксы.
Основным видом повреждения сепаратора является усталостный излом его перемычек. Изломавшаяся перемычка может, будучи выброшена из подшипника в полость буксы, в процессе вращения измельчаться, смешиваясь со смазкой (наличие металлических включений в которой, приводит к началу нагрева роликового буксового узла). При изломе сепаратора начинается резкое увеличение проскальзываний роликов по дорожке качения. На торцах роликов и бортах колец возникают задиры и заусенцы, внутреннее кольцо покрывается сеткой извилистых, рваных трещин.
Нельзя не отметить и такую неисправность как обводнение смазки , которая происходит в основном в зимне-весенний период. Попадание воды в смазку роликовых букс приводит к потере ее предназначения, вследствие чего подшипник начинает работать в условиях недостатка смазки, что приводит к проскальзыванию роликов при качении по кольцам. Резко возрастают силы трения скольжения, что приводит к повреждению торцов роликов и бортов колец, а у сепаратора появляются износы центрирующей поверхности. От попадания влаги в подшипнике возникает коррозия металлических деталей . Структура металла от повышенного нагрева изменяется, появляются усталостные раковины на дорожках качения внутреннего кольца.

Рисунок
5 - Раковина на внутреннем кольце.
Ежегодно примерно одна третья часть всех отцепок происходит в первые шесть месяцев после плановых видов ремонта, что свидетельствует о неудовлетворительном его качестве. В связи с этим необходимо повышать качество ремонта букс, производить дальнейшее совершенствование ремонтной базы на основе внедрения прогрессивных форм организации труда, автоматизации производственных процессов, а также повышать уровень профессионального мастерства работников.
Ниже приведена диаграмма наиболее часто встречающихся неисправностей букс, выявляемых аппаратурой КТСМ.

Рисунок 4.2.6-Диаграмма наиболее
часто выявляемых аппаратурой КТСМ неисправностей буксового узла
подвижного
состава на участке вагонного депо пассажирской технической станции.
| 1 | Неисправности сепаратора (усталостное разрушение, износ центрирующей поверхности) | 36,8 % |
| 2 | Т ехнологический нагрев буксового узла | 17,6 % |
| 3 | О слабление торцевого крепления | 12,3 % |
| 4 | К оррозия дорожек качения внутренних и наружных колец подшипников | 11,8 % |
| 5 | В мятины дорожек качения | 7,4 % |
| 6 | З адиры бортов и торцов роликов | 5,9 % |
| 7 | Ш елушение внутренних колец | 4,5 % |
| 8 | Прочие | 3,7 % |
Как видно по диаграмме, основной
неисправностью буксового узла является износ центрирующей поверхности
сепаратора (36,8%).
Следующей, по величине
процентного соотношения, выходит такая неисправность как технологический нагрев
(17,6).
Ослабление торцевого крепления роликового буксового узла (11,8%)
является третьей по величине из всех выявленных аппаратурой неисправностей.
Нельзя не отметить и такую неисправность, как коррозия дорожек качения
внутренних и наружных колец подшипников (7,4%).
Вмятины дорожек качения (5,9%),
задиры бортов и торцов роликов (4,5%) и шелушение внутренних колец (3,7%) хоть
и присутствуют на диаграмме разложения результатов анализа, но вместе с
остальными прочими неисправностями не являются такими ярко выраженными, как вышеперечисленные.
3. . Влияние неисправностей буксового узла на безопасность движения
Выявление неисправного буксового узла вагона, является одной из важнейших задач, в общей цели обеспечения безопасности движения поездов, перевозок грузов и пассажиров. С увеличением участковых скоростей движения подвижного состава, возрастает ответственность осмотрщиков вагонов при контроле технического состояния буксового узла.
При исправности средств контроля состояния буксового узла в пути следования, правильном расположении данной аппаратуры, принятых вовремя действий работников, причастных к остановке и проверке показаний установки, показавшей превышение допустимого уровня нагрева, вероятность возможных тяжелых последствий существенно снижается.
Ввиду возможного интенсивного роста уровня нагрева неисправного буксового узла (скорость роста может достигать 20°С в минуту), велика возможность проворота внутреннего кольца одного или двух подшипников, полного заклинивания буксы, приводящих к последующему излому шейки оси и как правило сходу вагона с рельсовой колеи.
Применение аппаратуры ПОНАБ, ДИСК, КТСМ позволяет обнаруживать неисправности буксовых узлов в начальной стадии развития, своевременно устранять причины нагрева и предотвращать необратимые отказы с разрушениями подшипников.
В связи с этим, в соответствии с Инструкцией ЦВ-ЦШ № 453, разработан порядок действий при определенных, выявленных аппаратурой контроля, уровнях нагрева буксового узла.
При показаниях,
классифицированных аппаратурой как аварийный «Тревога 2», машинист поезда,
получивший информацию от ДСП, обязан:
1. Применить служебное торможение на
перегоне, остановив состав;
2. Проверить указанный вагон на наличие
аварийного буксового узла, имеющего сильный нагрев (с проверкой двух смежных
вагонов);
3. Передать информацию ДСП о порядке
своих дальнейших действий:
При показаниях предаварийного уровня нагрева, проверка показаний производится с указания оператора отделения дороги, отвечающего за контроль в системе АСК ПС.
Установка ПОНАБ-3 выдает показание только на аварийный уровень нагрева «Тревога ».
Установка ДИСК-Б может показывать как аварийные уровни нагрева, так и предаварийный (уровни выводятся на печатающем устройстве).
Установка КТСМ 01 показывает
четыре возможные группы уровней нагрева, которые разделяются по цвету:
зеленый - предаварийный «Контроль» (с
0 по 29 уровень); ;
желтый - предаварийный «Отношение» (с
30 по 37 уровень);
красный - аварийный «Тревога 1» (с 38
по 47 уровень);
красный - аварийный «Тревога 2» (с 48
по 70 уровень).
При показаниях красного цвета «Тревога 1» и «Тревога 2» - порядок действий аналогичен вышеперечисленному.
При показаниях желтого цвета «Отношение», говорящем о выявленном в составе поезда буксовом узле, уровень которого в несколько раз (в зависимости от настройки) превышает уровень нагрева соседней буксы. Проверка такого показания предаварийного уровня производится осмотрщиками вагонов на станции, с обязательным вскрытием смотровой крышки буксового узла, для проверки состояния указанной буксы.
При показаниях зеленого цвета «Контроль» оператор системы АСК ПС, следящий за интенсивностью роста нагрева буксового узла у конкретного вагона по показаниям нескольких установок, принимает решение об остановке поезда и проверке показания осмотрщиками вагонов.
При осмотре поездов на ПТО осмотрщики вагонов выявляют неисправные буксовые узлы вагонов по внешним признакам, методом простукивания нижней части смотровой крышки и путем ощупывания корпусов букс тыльной стороной ладони. Практика показывает, что в определенных случаях неисправный буксовый узел вагона может не иметь нагрева корпуса буксы. Такие буксы, при техническом осмотре поездов, выявляются только по имеющимся внешним признакам неисправности буксового узла.
Методом простукивания выявляются роликовые буксовые узлы вагонов, имеющие разрушение торцевого крепления (ослабшие болты крепления тарельчатой шайбы, излом головок болтов крепления стопорной планки гайки М 110, скручивание гайки М 110 с резьбовой части шейки оси колесной пары).
Ввиду сложности устройства буксового узла вагона, отсутствия возможности контроля внутреннего состояния при осмотре вагонов, повышаются требования к технической подготовленности осмотрщиков вагонов, которые являются последним звеном в цепочке лиц, отвечающих за безопасность движения, которое дает готовность на безаварийное проследование вагонов в составе поезда по гарантийным участкам.
Только качество технической учебы и контроль за соблюдением технологической дисциплины, могут дать положительный результат в выявлении неисправностей подвижного состава при осмотре вагонов, угрожающих безопасности движения.
Единое взаимодействие всех современных систем бесконтактного выявления неисправностей подвижного состава на ходу поезда, совместно с качественным осмотром подвижного состава на пунктах технического обслуживания вагонов, строгим соблюдением технологического процесса сборки и ремонта узлов вагонов, при плановых видах ремонта, могут и обязаны дать положительный результат для гарантированного проследования вагонов до места назначения.
Роликовый буксовый узел вагона.
Виды неисправностей
Отправить свою хорошую работу в базу знаний просто. Используйте форму, расположенную ниже
Студенты, аспиранты, молодые ученые, использующие базу знаний в своей учебе и работе, будут вам очень благодарны.
Размещено на http://www.allbest.ru/
Введение
1. Назначение и условие работы буксового узла. Основные неисправности, причины их возникновения и способы предупреждения
8. Организация рабочего места
Литература
Введение
неисправность сопряжённый деталь сборочный
Транспорт является одной из важнейших отраслей материального производства. Он имеет большое значение для развития экономики, повышения эффективности всего общественного производства страны.
Для осуществления четкой, эффективной работы на железнодорожном транспорте предусмотрено осуществлять техническое перевооружение.
Мероприятия по модернизации ТПС направлены на его совершенствование. В каждом конкретном случае, зависимости от поставленной цели, эти мероприятия различны: повышения скорости, сокращения расхода электрической энергии, повышение надежности деталей и узлов ТПС и другие мероприятия.
При модернизации заменяют неисправные узлы и отдельные детали более совершенными и надежными, применяют для их создания новые материалы, широко используют электронную и микропроцессорную технику в устройствах управления режимами работы ТПС и диагностики состояния их узлов. Наряду с модернизацией ТПС и создания новых серий локомотивов, необходимо укрепить ремонтную базу локомотивов. Для этого ведется реконструкция и строительство депо и участков, оснащенных новой совершенной технологией и оборудованием.
Одновременно с поставками новых более надежных тяговых средств, необходимо увеличивать производство запасных частей, а также необходимо механизировать ремонтное производство.
Все это способствует улучшению состояния парка электровозов и тепловозов, обеспечивает их устойчивую работу.
Данный проект отражает работу буксового узла и возникающие в связи с этим вредными факторами неисправности деталей сварочных единиц. Курсовой проект содержит необходимую нормативно-техническую документацию для выполнения ремонта в объёме ТР-3 в условиях локомотивного депо.
1. Назначение и условия работы буксового узла. Основные неисправности, причины их возникновения и способы предупреждения
Буксы предназначены для связи колёсной пары с рамой тележки передачи вертикальной нагрузки от подрессорной массы электровоза на колёсные пары, а также передачи силы тяги, торможения и боковых горизонтальных сил от колёсной пары на раму тележки. В процессе движения они должны обеспечивать возможность вращения шеек осей с минимальными сопротивлениями. Условия работы буксового узла на современных локомотивах весьма сложны. Буксы передают большие статистические нагрузки от верхнего строения локомотива до 100 - 200кг. Эти нагрузки при движении локомотива возрастают на 30 - 50 % из-за колебаний центробежных сил в кривых и ударах на стыках рельсов. Буксовый узел работает в неблагоприятных атмосферных условиях - его окружает запыленная с большими колебаниями температуры окружающая среда. Условия работы локомотива предъявляют высокие требования к буксовым узлам. Они должны быть максимально надежны в эксплуатации, экономичны в изготовлении, текущем обслуживании и ремонте. От состояния букс во многом зависит безопасность движения поездов. Конструкция буксы должна удовлетворить следующие требования: ограничивать возможность перемещения рамы тележки относительно колесной пары, исключать возможность попадания в буксу посторонних предметов, обеспечивать удобство осмотра, возможность смены и заправки смазки.
Конструктивно - бесчелюстная букса выполнена в виде корпуса, отлитого из стали 25ЛII, с четырьмя приливами для крепления тяг с сайлент - блоками и двух тарельчатых приливов для установки на них пружин буксовой ступени рессорного подвешивания. Книжнему приливу приварен кронштейн для установки буксового гидродемпфера. Внутри корпуса размещаются роликовые подшипники типов 3052536ЛМ, 3042536ЛМ размерами 320х180х86мм. Внутренние кольца подшипников насаживаются на буксовую шейку в горячем состоянии при температуре 100 - 1200С.
Кольца подбирают в холодном состоянии до нагрева. Натяг должен быть выдержан в пределах 0,04 - 0,06мм. Наружные кольца с подшипников с роликами размещены в корпусе с помощью скользящей посадки. Как внутренние, так и наружные кольца подшипников разделены дистанционными кольцами. Внутренние кольца подшипников через упорное кольцо наружного подшипника стягивают гайкой, которая стопорится планкой, закрепленной двумя болтами М16 в специальном пазу на торце оси. Осевой разбег двух спаренных подшипников должен быть в пределах 0,5 - 1,0мм, это достигается подбором толщины наружного дистанционного кольца.
Радиальный зазор подшипников в свободном состоянии должен быть 0,145 - 0,210мм. Разность радиальных зазоров двух спаренных подшипников в свободном состоянии составляет 0,03мм. С внутреннего торца букса закрыта лабиринтным кольцом, насаженным на предподступичную часть оси, и крышкой. Выточки в кольце и крышке образуют лабиринт, препятствующий попаданию в полость буксы пыли, инородных тел и вытеканию смазки из буксы. Как с передней стороны буксы, так и с задней под крышки ставят уплотнения из резиновых колец круглого сечения.
Пространство в лабиринте задней крышки, между задней крышкой и подшипником, между подшипниками и передней крышкой, а также в самих подшипниках заполняется консистентной смазкой ЖРО. Общая масса смазки составляет 3,5 - 4кг. Как избыток смазки, так и ее недостаток вызывают нагрев буксы и усиленный износ подшипников. Пополнение смазки производится через отверстие в цилиндрической части корпуса буксы, закрытое пробкой.
Передача тяговых и тормозных сил от корпуса буксы на раму тележки производится через тяги, которые одним шарниром прикреплены к приливам корпуса буксы, а другим к кронштейнам рамы тележки. Шарниры тяг выполнены в виде резино-металлических валиков и резино-металлических шайб. Буксы первой и восьмой колёсных пар, имеют передние крышки с фланцами для установки датчика угла поворота.
Передача вращения от оси колёсной пары к датчикам угла поворота осуществляется специальным болтом, ввинченным в торец оси и входящим в паз полумуфты приборов.
Через буксовый узел на раму локомотива передаются горизонтальные (тяговые, тормозные) и вертикальные нагрузки. При осмотре буксовых узлов убеждаются в целостности корпусов букс и отсутствие в них трещин, проверяют плотность прилегания буксовых крышек и надежность их крепления. Для бесчелюстной буксы электровозов 3ЭС5К характерна выработка резины у поверхности валиков, проворачивания валиков в резине, ослабление шайб на валике, излом и срез штифтов, ослабление крепления поводка буксы к буксовому кронштейну. А также потеря масла по уплотнениям вследствие неплотного прилегания буксовых крышек. Рабочий нагрев буксы проверяется рукой наощупь. Не должен превышать 700С. Состояние подшипника зависит от наличия смазки, зазоров и разбегов, которые нарушаются вследствие износа узлов и деталей.
Общими повреждениями для букс являются: трещины порча коррозий, а также риски, задиры, заусенцы, связанные с дефектами подшипников.
Буксовые подшипники в случае идеального износа - переукомплектовываются. Корпус буксы при наличии сквозных трещин отбраковывают. Мелкие рассредоточенные надрывы разрешается устранять электросваркой на неотработанных поверхностях корпуса буксы. За исключением щек и хвостовиков, при условии, что глубина после вырубки трещин не превышает 6мм, а объем наплавленного металла 8мм.
Перед сваркой с помощью пневматического зубила осуществляют V-образную разделку кромок с засверловкой концов надрывов. Заварку выполняют электродом 750А, при этом следят за тем, чтобы не допускать коробления корпуса вследствие сильного местного нагрева. Для исключения коробления сварочные и наплавочные работы желательно выполнять в ванне с водой. Если повреждения резьбы в отверстиях корпуса буксы больше, то нарезать новую резьбу не разрешается Старую резьбу высверливают, отверстие заваривают, рассверливают и нарезают новую резьбу по чертежу. Если состояние (вырезов) пазов и выступов в задней лабиринтной крышке не соответствует нормам, то лабиринт наплавляют с последующей механической обработкой или заменяют крышкой.
Лабиринтное кольцо годное, но ослабленное в посадке, или изношенное по пазам и выступам лабиринта разрешается восстанавливать наплавкой с последующей обработкой. В случаях, когда овальность и конусность кольца превышают 0,7мм, а натяг менее 0,5мм, кольцо можно восстанавливать, нанося клей ГЭН-150В на внутреннюю поверхность кольца. Натяг на посадку кольца на ось должен быть в пределах 0,2 - 0,145мм. Если натяг, который образуется при посадке на шейку оси внутренних колец роликовых подшипников менее 0,3мм, его восстанавливают нанесением клея ГЭН-150В
2. Периодичность и объем плановых ТО и ТР
Ревизии букс бывают промежуточными, большими и полными.
Промежуточную ревизию выполняют при ТР - 2. Для этого буксу осматривают, проверяют целостность корпуса, крышек, сварных швов наличников и других деталей. Очищают от грязи и снимают передние крышки букс, укладывают их в чистый противень или закрывающийся ящик внутренней стороной вверх. Старую загрязненную смазку в доступной части удаляют и детали протирают. Обращают внимание на количество смазки и возможные ее загрязнения. Если при растирании смазки руками в ней обнаруживаются металлическая пыль или кусочки металла, колесную пару выкатывают и буксу демонтируют.
После удаления смазки из передней части буксы проверяют доступные для осмотра детали, состояние стопорных устройств на шейке оси, крепления болтов, наличие и прочность крепления проволоки и легкими ударами слесарного молотка убеждаются в надежности крепления торцевой гайки. Ощущаемое рукой смещение гайки не допускается. Проверяют детали переднего подшипника, убеждаются в отсутствии трещин в подшипниковом кольце, сепараторе и других дефектах.
Болты, крепящие корпус крышки, не должны соприкасаться с корпусом, поэтому необходимо проверять состояние изолирующих втулок.
Проверяют состояние щеткодержателей и щеток, при необходимости щетки заменяют и регулируют нажатие на них. При выполнении работ необходимо предохранить внутренность буксы от загрязнения.
Большую ревизию букс проводят при ТР- 3. Буксу разбирают, оставляя на шейках оси внутренние кольца цилиндрических подшипников. Подшипники промывают и осматривают. При сборке буксы блоки цилиндрических подшипников и большие дистанционные кольца ставят на прежние места в соответствии с маркировкой. проверяют зазоры и разбеги подшипников. Отбракованные детали ремонтируют или заменяют. После сборки буксы заправляют свежей смазкой.
Полную ревизию букс выполняют при полном освидетельствовании колесных пар, а также при необходимости замены подшипника. Подшипниковый узел в этом случае разбирают, все детали промывают и осматривают. Корпус, роликовые подшипники и детали при необходимости ремонтируют или заменяют новыми. Замеряют и восстанавливают посадочные натяги и зазоры.
Нормы межремонтных пробегов.
3. Способы очистки и контроля технического состояния
Осмотр буксы проводят при ТО и ТР.
Детали буксового узла тщательно промывают в моечной машине. После обмывки и протирания корпус буксы с крышками, дистанционными кольцами, гайкой с планкой её лабиринтное кольцо осматривают и ремонтируют. Убеждаются в целостности корпуса и отсутствия в ней трещин. Проверяют плотность прилегания буксовых крышек и надёжность их крепления. Роликовые подшипники промывают мыльной эмульсией в специальной моечной машине, затем повторно промывают в бензине и насухо протирают салфетками. Осмотр, обмер и дефектоскопию проводят согласно Техническим указаниям по эксплуатации и ремонту букс с роликовыми подшипниками электровозов ЦТ\2319, а также технологической инструкции ОТЕ.412.003 Тбилисского электровозостроительного завода. При осмотре выявляют следы чрезмерного нагрева (по наличию цветов побежалости), трещины на кольцах, роликах и сепараторах, выкрашивания металла и раковины на дорожках качение колец и роликах, рифления на дорожке качения внутреннего кольца, ползуны (лыски) на поверхности качения роликов. Не менее важно обнаружить седловатость, бочкообразность, ступенчатость посадочной поверхности внутреннего кольца подшипника, скол бурта кольца, поперечные глубокие риски на дорожках качения колец, следы коррозии на рабочих поверхностях колец и роликов; ослабление, обрыв и срыв заклёпок сепаратора, сколы роликов по торцам и кромкам. При наличии указанных дефектов подшипники ремонтируют, забракованные детали заменяют.
При переборке роликов их проверяют на специальном приборе с миниметром, установленном на штативе. Измеряют диаметр роликов в середине и расстоянии 10-15 мм от торцов. Разность диаметров роликов в одном комплекте не должна превышать 10мкм. Овальность и разность диаметров по краям цилиндрической части допускается до 5 мкм, выпуклость в средней части - 10 мкм, вогнутость ролика не допустима. На этом же приборе проверяют высоту роликов, которая должна соответствовать нормам. У отремонтированного подшипника, скомплектованного с дистанционными кольцами, определяют индикатором на плите-люфтомере радиальный и осевой зазоры подобранного комплекта подшипников. Затем определяют натяг, который образуется при посадке на шейку оси колёсной пары внутренних колец роликовых подшипников, он должен быть в пределах 0,04-0,06мм. Внутренний диаметр измеряют нутромером с индикатором в трёх сечениях по ширине кольца по двум взаимно перпендикулярным направлениям. Если натяг менее 0,03 мм, его восстанавливают осталиванием или нанесением клея (эластомера) ГЭН150В на внутреннюю поверхность кольца роликового подшипника.
Корпус буксы тщательно осматривают и обстукивают молотком для выявления трещин, надрывов, задиров, заусенцев, следов коррозии и рисок на отработанных поверхностях. При наличии сквозных трещин корпус буксы отбраковывают. Также не допускается заварка трещин и надрывов независимо от их размеров в проушинах буксы под валик хомута и в щеках корпуса под поводки. Проверяют овальность и конусность посадочных поверхностей отверстия корпуса буксы. Измерения выполняются в двух местах по длине корпуса буксы, причём в каждом из них - в двух взаимно перпендикулярных направлениях. При выпуске из ТР-3 диаметр отверстия корпуса буксы должен быть 320 (+0,3;-0,02мм). Следы коррозии на внутренней поверхности буксы зачищают шлифовальной бумагой №5 или 6, не допуская при этом повреждения основного металла. Риски и задиры глубиной более 1 мм зачищают наждачным полотном, если же они имеют меньшую глубину, их разрешается оставлять без исправления. Пазы в щеках корпуса под валики поводков проверяют шаблоном. Резьба в отверстиях корпуса буксы должна быть чистой, без заусенцев, вмятин и раковин.
Крышки (переднюю и заднюю) корпуса буксы осматривают. При обнаружении трещин на фланцевой и посадочных поверхностях крышки подлежат замене. Продукты коррозии, заусенцы и задиры глубиной не более 0,5 мм на привалочных поверхностях крышек, лабиринтных пазах и выступах снимают шабером и зачищают шлифовальной бумагой, на нерабочих поверхностях - напильником. Проверяют состояние резьбы в передних крышках для крепления редуктора скоростемера. Проверяют состояние выступов и пазов в задней лабиринтной крышке буксы не менее чем по двум взаимно перпендикулярным направлениям. Щупом на плите проверяют плоскостность торцевой поверхности задней крышки, а штангенрейсмусом - параллельность её привалочному фланцу. После этого внутреннюю поверхность лабиринтной крышки окрашивают нитроэмалью или другой маслостойкой краской.
Лабиринтное кольцо осматривают. При обнаружении изломов, трещин, надрывов, коробления, износов, вызывающих ослабление в посадке на предподспупичной части оси, лабиринтное кольцо заменяют. Кольцо годное, но ослабшее по посадке, или изношенное по пазам и выступам лабиринта, разрешается восстанавливать наплавкой с последующей обработкой. Натяг на посадку кольца на ось должен быть в пределах 0,02-0,145мм.
Дистанционные кольца буксы при наличии трещин или сколов заменяют, задиры, забоины и следы коррозии устраняют, острые кромки притупляют шлифовальной бумагой и напильником.
Валики и корпус (тягу) поводка осматривают, убеждаются в отсутствии износов клиновидной части, отверстий и резьбы в хвостовиках валиков, проворота валиков в резиновых втулках или вместе с втулками в корпусе; изломов штифтов или ослабления их посадки в корпусе поводка. Осуществляют дефектоскопию средней части тяги (корпуса) поводка для выявления трещин, изломов. При наличии трещин и изломов тягу заменяют, а при износе или срезании штифтов их удаляют, проверяют развёрткой отверстия и запрессовывают новые штифты. Для обеспечения требуемой жесткости поводка в продольной и поперечной плоскостях убеждаются в наличии на торцах валиков клейма с указанием твёрдости резиновой втулки в условных единицах. Жесткость двух поводков под нагрузкой 39 кН должна составлять в продольном направлении 78,5 кН\мм (+;- 20%), в поперечном направлении -7,85 кН\мм (+;-20%).
4. Технология ремонта. Графическая часть
Технологическая инструкция разрабатывается для выполнения разборочных и ремонтных работ. В ней сказано, в какой последовательности они производятся. Содержит в себе описание технологических процессов специализированных по отдельным методам, для изготовления и ремонта изделий и их составных частей.
Объем работ, выполняемых при ремонте, включает в себя:
Разборка буксы, снятие ее с оси колесной пары.
Обмывка и просушка буксы после моечной машины.
Дефектация узлов буксы путем осмотра, замеров дефектоскопии.
Ремонт, замена дефектных деталей буксы
После ремонта производим технологический контроль всем узлам и деталям буксы.
Собираем буксу на шейку оси колесной пары.
Ремонт элементов букс. Подшипники промывают мыльной эмульсией в специальной моечной машине, затем повторно промывают в бензине и насухо протирают салфетками.
Осмотр, обмер и дефектоскопию роликовых подшипников выполняют согласно Техническим указаниям по эксплуатации и ремонту букс с роликовыми подшипниками электровозов и тепловозов ЦТ/2319, а также технологической Инструкции ОТЕ.412.003 Тбилисского электровозостроительного завода.
При осмотре выявляют следы перегрева (по наличию цветов побежалости), трещины на кольцах, роликах и сепараторах, выкрашивания металла, раковины на дорожках качения колец и роликах, рифления на дорожке качения внутреннего кольца, ползуны (лыски) на поверхности качения роликов.
Не менее важно обнаружить седловатость, бочкообразность, ступенчатость посадочной поверхности внутреннего кольца подшипника, скол бурта кольца, поперечные глубокие риски на дорожках качения колец, следы коррозии на рабочих поверхностях колец и роликов, ослабление, обрыв и срыв заклепок сепаратора, сколы роликов по торцам и кромкам. При наличии указанных дефектов подшипники подлежат ремонту с заменой забракованных деталей.
При переборке роликов их проверяют на специальном приборе (рис. .1), измеряя диаметры роликов в середине и на расстоянии 10--15 мм от торцов. Разность диаметров роликов в одном комплекте подшипника не должна превышать 10 мкм. Овальность и разность диаметров по краям цилиндрической части допускаются до 5 мкм, выпуклость в средней части -- до 10 мкм, вогнутость ролика недопустима. На этом же приборе проверяют высоту роликов, которая должна соответствовать нормам.
Рис. 1. Прибор для измерения диаметра ролика: / -- прибор; 2 -- штатив; 3 -- ролик
После подбора роликов специальным прессом производят холодную клепку сепараторов. У отремонтированного подшипника, скомплектованного с дистанционными кольцами, определяют индикатором 2 (рис. 2) на плите-люфтомере 1 радиальный зазор. Для этого внутренние кольца закрепляют нажимной шайбой 3, а наружное кольцо вместе со штифтом индикатора перемещают от руки в горизонтальном направлении. На плите-люфтомере проверяют также осевой зазор подобранного комплекта подшипников. Затем определяют натяг, который об-разуется при посадке на шейку оси ко лесной пары внутренних колец роликовых подшипников. Он должен быть для роликовых подшипников электровозов 0,04--0,06 мм, а тепловозов -- 0,035-- 0,065 мм. Для шариковых подшипников тепловозов натяг должен составлять 0,003--0,046 мм.
1-плита; 2- индикатор; 3- нажимная шайба.
Рис. 2. Устройство для измерения радиального зазора подшипников
Внутренний диаметр измеряют нутромером с индикатором в трех сечениях по ширине кольца по двум взаимно перпендикулярным направлениям. Если натяг менее 0,03 мм, его восстанавливают осталиванием или нанесением клея (эластомера) ГЭН-150(В) на внутреннюю поверхность кольца роликового подшипника.
Корпус буксы тщательно осматривают и обстукивают молотком для выявления трещин, надрывов, задиров, заусенцев, следов коррозии и рисок на обработанных поверхностях. При наличии сквозных трещин корпус буксы отбраковывают.
Не допускается заварка трещин и надрывов независимо от их размера в проушинах буксы под валик хомута и в щеках корпуса под поводки. Мелкие рассредоточенные надрывы разрешается устранять электросваркой на необработанных поверхностях корпуса буксы за исключением щек и хвостовиков при условии, что глубина после вырубки трещины не превышает 6 мм, а объем наплавленного металла -- 8 см. Перед заваркой производят V-образную разделку кромок с засверловкой концов надрывов. Заварку выполняют электродом Э50А, при этом следят за тем, чтобы не допускать коробления корпуса буксы вследствие сильного местного нагрева. Во избежание коробления сварочные и наплавочные работы желательно выполнять в ванне с водой.
Проверяют овальность и конусность посадочных поверхностей отверстия корпуса буксы. Замеры производят в двух местах по длине корпуса буксы, причем в каждом из них -- в двух взаимно перпендикулярных направлениях. Следы коррозии на внутренней поверхности зачищают шлифовальной бумагой № 5 или 6, не допуская при этом повреждения основного металла. Риски и задиры глубиной более 1 мм зачищают наждачным полотном, если же они имеют меньшую глубину, их разрешается оставлять
Пазы в щеках корпуса буксы под валики поводков проверяют шаблоном. При необходимости восстановления размеров пазов их наплавляют электродами Э42А с последующей механической обработкой до чертежных размеров. Замеряют отверстие под валик в проушинах буксы. В случае износа отверстие растачивают не более чем на 2 мм от чертежного размера или производят наплавку с последующей обработкой. Резьба в отверстиях корпуса буксы должна быть чистой, без заусенцев, вмятин и раковин. Допускаются отдельные сорванные нитки резьбы при условии, что в сумме они составляют не более одной трети витка-в отверстии. Если же повреждения резьбы большие, то нарезать новую резьбу в корпусе буксы под болты крышки не разрешается. В этом случае старую резьбу рассверливают до полного ее удаления, отверстие заваривают и сверлят вновь, затем нарезают резьбу чертежного размера. После наплавки пазов и отверстий в буксе и механической обработки проверяют их взаимное расположение в корпусе буксы и соответствие чертежу.
Крышки (переднюю и заднюю) корпуса буксы осматривают. При обнаружении трещин на фланцевой и посадочных поверхностях крышки заменяют. Следы коррозии, заусенцы и задиры глубиной не более 0,5 мм на привалоч-ных поверхностях крышек, лабиринтных пазах и выступах снимают шабером с зачисткой шлифовальной шкуркой, на нерабочих поверхностях -- напильником. Проверяют состояние резьбы в передних крышках для крепления редуктора скоростемера. Допускаются отдельные сорванные нитки резьбы при условии, что в сумме они составляют не более 1/3 витка в каждом отверстии. В случае повреждения или разработки резьбы ее перенарезают на следующий размер согласно стандарту. При большой разработке старую резьбу высверливают, отверстие заваривают, сверлят вновь и нарезают новую резьбу по чертежу.
Проверяют состояние выступов и пазов в задней лабиринтной крышке буксы не менее чем по двум взаимно перпендикулярным направлениям. При необходимости лабиринты наплавляют с последующей механической обработкой или заменяют крышку. Щупом на плите проверяют плоскостность торцовой поверхности задней крышки, а штангенрейсмусом -- параллельность ее привалочному фланцу. После этого внутреннюю поверхность лабиринтной крышки окрашивают нитроэмалью или другой маслостойкой краской.
Лабиринтное кольцо осматривают. При обнаружении изломов, трещин, надрывов, коробления, износов, вызывающих ослабление посадки на пред-подступичной части оси, лабиринтное кольцо заменяют. Годное, но с ослабленной посадкой или изношенное по пазам и выступам лабиринта кольцо разрешается восстанавливать наплавкой с последующей обработкой. В случаях, когда овальность и конусность кольца превышают 0,07 мм, а натяг составляет менее 0,05 мм для букс электровозов и менее 0,02 мм для тепловозов, кольцо можно восстанавливать путем цинкования, осталива-ния или нанесения клея (эластомера) ГЭН-150В на внутреннюю поверхность кольца. Натяг при посадке кольца на ось должен быть 0,02--0,145 мм.
Дистанционные кольца буксы при наличии трещин или сколов заменяют, задиры, забоины и следы коррозии устраняют, острые кромки притупляют шлифовальной шкуркой и напильником.
Поводки очищают от грязи и масла, протирают концами, смоченными в керосине, и насухо обтирают. Обмывать поводки в растворах, содержащих каустик, нельзя.
Валики и корпус (тягу) поводка осматривают, убеждаются в отсутствии износов клиновидной части, отверстий и резьбы в хвостовиках валиков, поворота валиков в резиновых втулках или вместе со втулками в корпусе, изломов штифтов или ослабления их посадки в корпусе поводка.
В случае обнаружения таких дефектов в резинометаллических втулках валик в сборе со втулками вы-прессовывают и передают в заготовительный цех для переформирования. При этом дефектные втулки удаляют, а годные валики используют для формирования с новыми втулками. Вновь сформированный валик выдерживают в течение 10 дней в светонепроницаемой камере при температуре 15--30 °С. При невозможности устранить дефекты валика, в поводок запрессовывают ранее сформированный валик из переходящего запаса.
Выполняют дефектоскопию средней части тяги (корпуса) поводка для выявления трещин, изломов. При наличии трещин и изломов тягу заменяют. В случаях ослабления посадки, износа или срезания штифтов их удаляют, проверяют разверткой отверстия и запрессовывают новые штифты. Годные и отремонтированные тяги (корпуса) используют для сборки с ранее сформированными валиками из переходящего запаса. При этом необходимо убедиться в наличии на торцах валиков клейма с указанием твердости резиновой втулки в условных единицах. Жесткость двух поводков под нагрузкой 39 кН должна составлять в продольном направлении 78,5 кН/мм, в поперечном направлении -- 7,85 кН/мм.
Технология ремонта буксового узла с подшипниками качения локомотивов мало отличается от изложенной выше. При ремонте и сборке буксового узла тщательно проверяют надежность крепления направляющих стаканов буксы и посадку стаканов в амортизаторах. Натяг посадки стакана в амортизаторе должен быть 0,035--0,095 мм. Проверяют также крепление амортизаторов в буксах и осматривают их фиксирующие предохранительные кольца.
При проверке плотности соединения маслопровода со стаканами букс заменяют негодные пробки.
Проверяют состояние защитных чехлов направляющих, убеждаются в отсутствии протертых мест и разрывов, контролируют положение колец крепления.
После слива масла из корпуса роликовой буксы отнимают крышку и удаляют осевой упор с регулировочными прокладками, отвертывают гайку с оси колесной пары и снимают упорное кольцо. Корпус буксы вместе с наружными кольцами роликовых подшипников снимают с шейки колесной пары, поддерживая их захватами или при помощи подъемной тележки.
Наружные кольца подшипников из корпуса буксы выпрессовывают при помощи винтового съемника или гидравлического пресса, предварительно пометив (наждачной шкуркой), в каком положении находилось кольцо каждого подшипника в корпусе буксы, с тем, чтобы «зону нагружения» наружных колец подшипников при последующей сборке буксы переместить, повернув кольца на 90° по часовой стрелке от их положения до демонтажа.
Внутренние кольца роликовых подшипников, лабиринтное кольцо и кольца под севанитовое уплотнение снимают с шейки оси колесной пары после предварительной очистки деталей от масла и нагревания их индукционным нагревателем. Индукционный нагреватель включают примерно на 30--40 сек, чтобы температура колец не превышала 100--120° С. После снятия одного кольца шейке оси дают остыть, затем нагревают и снимают следующее кольцо, и т. д.
Перед снятием внутренних и наружных колец подшипников делают попытку повернуть от руки дистанционное кольцо. Поворот этого кольца будет указывать на ослабление посадки колец одного из роликовых подшипников на шейке оси колесной пары.
Разборка буксы со скользящими подшипниками особых трудностей не представляет и поэтому описание этого процесса не приводится.
Дефектация и ремонт деталей. После очистки деталей приступают к их осмотру и ремонту. Все работы произведены согласно ведомости дефектации.
Корпус буксы. Лопнувший корпус буксы заменяют. Дефекты корпуса, способствующие утечке смазки -- раковины, плена, сквозные трещины в перемычках масляной ванны, а также износ отдельных частей, в том числе и паза под сменные опоры балансиров и ослабление посадки крышки, устраняют электросваркой и последующей обработкой. Герметичность карманов масленок проверяют наливом керосина.
Корпус буксы изнашивается в зоне нагружения наружных колец подшипников (в виде полумесяца). Этот дефект устраняют остали-ванием внутренней поверхности корпуса.
Если конусность или овальность корпуса в месте посадки колец подшипников качения превышает 0,25 мм, местная выработка от проворота колец по глубине более 0,25 мм, то корпус буксы заменяют новым. Коррозию, продольные риски или задиры глубиной более 0,1 мм зачищают наждачной шкуркой.
Наиболее изнашиваемыми деталями корпуса буксы являются наличники, особенно узкие, т. е. расположенные со стороны центра колесной пары. Наличники заменяют новыми, если их толщина, измеренная на середине высоты, будет менее 3 мм, а сменные опоры балансиров, если износ их рабочей поверхности по глубине составляет более 1 мм. Глубина закаленного слоя новых сменных опор должна быть 1,5--3 мм, а твердость НК.С 48 4- 52.
Для восстановления номинального зазора в буксовом узле разрешается под наличники, имеющие толщину более 3 мм, подкладывать по одной стальной прокладке одинаковой толщины. Наличники прикрепляют к корпусу буксы электросваркой прерывистым швом по контуру и электрозаклепками.
Перед приваркой наличники на буксе располагают (и прижимают прессом) так, чтобы отверстия для прохода смазки в них и в корпусе буксы совпали, а рабочая поверхность узкого наличника (ТЭМ1), имеющая в средней части площадку шириной 100 мм и скосы к краям, была расположена снаружи.
Нельзя вести сварочные работы на корпусе буксы, если в нем смонтированы подшипники качения.
Поверхности широких наличников буксы должны быть параллельны, отклонение допускается не более 0,3 мм. Для измерения параллельности этих поверхностей буксу одним из наличников устанавливают на обработанный брус, а по другому наличнику передвигают индикатор, закрепленный на стойке. Это же измерение можно проделать микрометром.
Сменные опоры балансиров должны плотно входить в гнезда корпуса буксы.
Подшипники качения. Чтобы продлить срок службы подшипников, не рекомендуется смешивать отдельные детали в их комплектах. Подшипники осматривают визуально, а поверхности качения деталей -- с лупой семикратного увеличения. При этом особое внимание обращают не только на поверхности качения, но и на торцы роликов, переходные фаски на посадочной поверхности внутренних колец и на переходы перемычек в теле сепаратора.
Подшипники, у которых на поверхности качения роликов и колец обнаружены раковины, шелушение, вмятины и царапины, а также обрыв заклепок и трещины сепараторов, направляют для ремонта в мастерские или депо, имеющие отделения по ремонту подшипников качения и оснащенные соответствующим технологическим оборудованием. Ролики со сколами кромок высотой до 5 мм разрешается оставлять в работе после зачистки острых краев мелким наждачным бруском. Ослабшие заклепки сепаратора укрепляют расклепкой при помощи обжимок. Допускается замена отдельных заклепок сепаратора.
Ослабление посадки (до 0,3 мм) колец подшипников устраняют цинкованием или нанесением на посадочную поверхность колец пленки клея ГЭН-150В.
Если ослабление внутреннего кольца подшипника на шейке оси колесной пары превышает 0,3 мм, то шейку оси протачивают под ремонтный размер, а вместо старого внутреннего кольца ставят новое. Можно также в этом случае на посадочную поверхность кольца подшипника приклеивать при помощи клея ГЭН-150В стальную ленту.
Технологическая карта ремонта
|
Инструмент и приспособление |
Учтённый объём работы на единицу измерения |
Оперативное время в нормо-мин. На учётный объём работы |
|||
|
Расстопорить болты, отвернуть планку, стопорную с задней крышки снять |
Плоскогубцы, набор ключей |
||||
|
Расстопорить болты, отвернуть крышку переднюю бук-су в сборе снять |
|||||
|
Буксу с оси колёсной пары снять |
Пресс, отвёртка |
||||
|
Расстопорить болты, отвернуть крышку, заднюю буксу снять |
Плоскогубцы, набор ключей |
||||
|
Смазку удалить, кольцо дистанционное из корпуса буксы выпрессовать, детали подкрепить |
|||||
|
Кольца внутренние подшипников, лабиринтное, дистанционное, стопорное с шейки и торца оси спрессовать |
Нагреватель индукционный |
комплект |
|||
|
Смазку удалить, подшипник шариковый вынуть, крышку переднюю разобрать, детали протереть, осмотреть, негодные заменить |
Пресс, отвертка, линейка, штангенциркуль |
||||
|
Детали буксы к моечной машине и обратно переместить, детали промыть, подшипники в цех ремонта и обратно к месту сборки подать |
Чалочное приспособление |
||||
|
Детали буксы осмотреть |
Молоток, лупа |
||||
|
Корпус буксы внутри зачистить и осмотреть |
Шкурка шлифовальная |
||||
|
Шейку оси колёсной пары над кольцом, внутренних подшипников и лабиринтов зачистить |
|||||
|
Кронштейн, предохранительный тросик осмотреть |
Набор ключей |
||||
|
Тросик предохранительный сменить |
|||||
|
Кольца внутренние в подшипники поставить, радиальный зазор в подшипниках замерить, кольца выгнуть |
комплект |
||||
|
Крышку переднюю буксы собрать, подшипник шари-ковый на место поставить |
Пресс, отвертка |
||||
|
Кольца внутренние подшипников, лабиринтное кольцо, дистанционное, стопорное нагреть, на шейку оси поставить |
Нагреватель индукционный |
||||
|
Подшипники роликовые на шейку оси поставить, радиальный зазор замерить, подшипник снять, промыть |
Щуп, ванна |
||||
|
Подшипники, кольцо дистанционное в корпус буксы запрессовать |
Пресс, чалочное приспособление |
комплект |
|||
|
Уплотнительную нить уложить, крышку заднюю на место поставить, закрепить и застопорить |
Плоскогубцы, набор ключей |
||||
|
Смазку заложить, буксу на ось колёсной пары поставить |
Чалочное приспособление |
||||
|
Планку стопорную на заднюю крышку поставить, закрепить и застопорить |
Плоскогубцы, набор ключей |
||||
|
Смазку заложить, уплотни-тельную нить уложить, переднюю крышку буксы поставить, закрепить и застопорить |
|||||
|
Свободность вращения буксы на оси колёсной пары проверить |
Оборудование применяемое при ремонте.
Плоскогубцы
Набор ключей
Чалочное приспособление
Нагреватель индукционный
Отвёртка
Слесарный молоток
Штангенциркуль
Щуп для измерения осевого разбега подшипников
Приспособление, шаблон
Кран-балка
Моечная машина ММД 12БМ
Дефектоскоп
Манометр
Кронциркуль
Динамометр
Пресс для измерения поводков на жёсткость
Пресс для запрессовки штифтов
5. Предельно допустимые размеры в сопряжённых деталях
Ремонт роликовых букс электровоза можно производить поточной линией с одновременной выбраковкой (заменой) неисправных узлов на исправные из перевалочного заказа. Изношенные детали отправляются в ремонт. Надёжность работы буксового узла зависит прежде всего от работы подшипников. Их нужно правильно подобрать. Разность диаметров роликов в одном комплекте не должна превышать 10 мкм. Овальность и разность диаметров по краям цилиндрической части допускается до 5 мкм, вогнутость ролика не допускается. При ремонте корпуса буксы глубина вырубки трещины не должна превышать 6 мм, а объём наплавленного металла не более 8 куб.см.
Диаметр отверстия корпуса буксы должен быть 320(+0,3;-0,02)мм. Износ резьбы допускается если в сумме он составляет не более 1/3 витка в каждом отверстии. Натяг на посадку лабиринтного кольца должен быть в пределах 0,02-0,145 мм. Натяг внутренних колец подшипника на оси 0,04-0,06 мм.
6. Приспособления, техническая оснастка, средства механизации и приспособления использующиеся при ремонте
Основой повышения производительности труда и его качества, а также улучшения условий труда ремонтного персонала является механизация тяжелых, трудоемких, вредных и опасных работ. Разборку тепловоза производят на разборочной или ремонтной позиции с демонтажем и перемещением тяжелых и громоздких сборочных единиц. Для повышения уровня механизации демонтажных операций позиции оснащают механизированными слесарно-монтажными инструментами в виде пневмогайковертов различных типов. Для выполнения типовых подъемно-транспортных и специальных операций в зависимости от вида выполняемого ремонта цехи оснащают разными механизмами. В цехе технического обслуживания ТО-3 и текущего ремонта ТР-1 устанавливают пяти- или десятитонные краны для снятия сборочных единиц. Для создания удобных и безопасных условий в цехах устраивают технологические боковые платформы и пониженные полы, которые располагают с боковых сторон разборочной (ремонтной) позиции. Такое устройство дает возможность работать в разных уровнях. Буксовый узел по своим габаритам является небольшим. Перемещение его по цеху к месту ремонта или производства другой операции производится на специализированных тележках. К оборудованию применяемому при ремонте и проверки буксы относятся: компрессор, технический инструмент (ключи, щетки, растворы бензина и т.п.). Любой механизированный инструмент и приспособления, грузоподъемные и транспортные средства в установленные сроки должны проходить соответствующие испытания и освидетельствование.
7. Сборка, проверка и испытание комплекта сборочной единицы
После ремонта узлов и деталей буксового узла, подбора по диаметрам роликовых подшипников, начинают сварку буксы.
На шейку оси колёсной пары напрессовывают внутренние кольца, натяг должен быть в пределах 0,04-0,06 мм. Внутренний диаметр измеряют нутромером в трёх сечениях по ширине кольца, по двум перпендикулярным направлениям.
Если натяг менее 0,03 мм, его восстанавливают осталиванием или клеем ГЭН-150В на внутренней поверхности кольца подшипника.
Наружные кольца запрессовываются в корпус буксы. Подшипники на осевой развес проверяют на специальном стенде.
Натяг лабиринтного кольца должен быть в пределах 0,02-0,145 мм. Закладывают в крышку буксы смазку и крышку закрывают. После сварки корпуса буксы проверяют на жёсткость под нагрузкой 39 кН в продольном сечении 78,5 кН (+;-20%), в поперечном 7,85кН (+;-20%).
По завершении регулировки окончательно подтягивают все болты крепления крышек. Букса должна свободно, бесшумно и без толчков проворачиваться на оси от усилия руки одного человека.
После удаления смазки из передней части буксы проверяют доступные для осмотра детали, состояние стопорных устройств на шейке оси, крепления болтов, наличие и прочность крепления проволоки и лёгкими ударами слесарного молотка убеждаются в надёжности крепления торцевой гайки. Ощущаемое рукой смещение гайки не допускается. Если при затяжке гайка проворачивается на пол-оборота и более, буксу демонтируют для ремонта. Проверяют детали переднего подшипника, убеждаются в отсутствии трещин в подшипниковом кольце, сепараторе и других дефектов.
Болты, крепящие корпус к крышке, не должны соприкасаться с корпусом, поэтому необходимо проверять состояние изолирующих втулок.
Проверяют состояние щёткодержателей и щёток, при необходимости щётки заменяют и регулируют натяжение на них.
Добавляют при необходимости консистентную смазку ЖРО так, чтобы было заполнено примерно 1/3 до 1/2 передней полости корпуса буксы.
8. Организация рабочего места
Применяемое оборудование:
Рабочие места слесарей оборудованы в соответствии с требованиями правил ремонта и технических указаний по ремонту тепловозов приспособлениями, в том числе гайковёртами, съёмниками, прессами и другими устройствами облегчающими труд, облегчающими повышение качества ремонта и роста производительности труда.
Оснастка и приспособление содержатся в полном соответствии с технологическими условиями на их эксплуатацию, в процессе ремонта применять исправно слесарно-монтажные, измерительные инструменты и приборы, предусмотренные технологическими процессами, удовлетворяющих требования технологических условий и ГОСТов.
Для разборочно-сборочных и транспортировочных работ при ремонте электровозов используется подъёмно-транспортные механизмы, монтажные тележки и другие средства механизации имеющиеся в депо.
Организация труда:
Рабочие места слесарей должны быть обеспечены материалами, деталями и запасными частями, установленных нормами технологического запаса. Личный и бригадный инструмент должен храниться в инструментальных шкафах и открытых стеллажах, расположенных в пределах рабочего места, а специальный инструмент и приспособление слесари получают из инструментальной комнаты депо; техническое обслуживание ТО-3 и текущий ремонт ТР-1; ТР-2; ТР-3 электровозов выполняют слесари соответствующей квалификации, обеспечивающие высокое качество работы, а также соблюдение размеров, точность сборки и приёмка деталей согласно нормам допусков и износов; транспортировку узлов и деталей в пределах рабочего места, до 50 м, выполняют слесаря занятые непосредственно ремонтом локомотива. Затраты времени на указанную транспортировку в типовых нормах учтены. В типовых нормах времени предусматривается рациональная последовательность выполнения элементов работы на основе опыта передовых предприятий.
9. Техника безопасности при ремонте и мероприятия по охране окружающей среды
При ремонте широко применяются различные слесарные, пневматические и электрические инструменты. Их применение облегчает труд рабочих, а также создаёт более безопасные условия труда. Работая с инструментом, слесарь должен повседневно следить за его состоянием. Неисправный инструмент применять нельзя, т.к. это может привести к несчастному случаю. Слесарный инструмент должен быть в исправном состоянии. Нельзя работать зубилами и бородками с расклёпанными и разбитыми боками. Напильники, отвёртки должны иметь исправные ручки с металлическими кольцами. Рабочие поверхности напильников необходимо систематически очищать от масла и металла специальными щётками. При резании металла ручной ножовкой нужно отрегулировать натяжение ножовочного полотна, т.к. при чрезмерном натяжении оно может сломаться и повредить руки. При резании металла ручными или ступовыми ножницами необходимо проверить и отрегулировать зазор между лезвиями в зависимости от толщины металла. Гаечные ключи изготавливают из соответствующих марок стали, размеры их должны отвечать установленным допускам. Электрический инструмент должен быть исправен, и не иметь оголённых мест, находящихся под напряжением. Устройство для включения и выключения его должно действовать быстро и безотказно; не допуская самопроизвольное его отключение. Перед работой с электронапильниками необходимо проверить не повреждена ли изоляция шнура и спираль. Токопроводящие провода должны быть помещены в резиновой трубке. Перед работой электродрелью, у которой нет заземления, следует пользоваться перчатками и диэлектрическими галошами. Неисправный пневматический инструмент может явиться причиной травмы. Шланги, применяемые при работе с пневматическим инструментом должны иметь длину не более 16м. Перед работой шланги продувают сжатым воздухом. Присоединение шлангов к воздушной магистрали и к пневматическому инструменту надо крепить тщательно и надёжно. Для снижения шума необходимо применять глушители шума. Работая пневматическим инструментом, его нужно располагать так, чтобы сжатый воздух выбрасывался вперёд, а не в сторону рук. Грузоподъёмные механизмы и вспомогательные приспособления должны периодически испытываться лицами, на которых возложено их обслуживание. Каждый подъёмный механизм должен иметь чёткое обозначение предельно допускаемой рабочей нагрузки. Особое внимание уделяют состоянию крепления тросов и цепей подъёмных механизмов. При износе, достигшем 40% и более первоначального диаметра проволок, трос бракуют. Для выкатки колёсных пар устанавливают скатоподъёмники, верхняя часть которых гарантирует устойчивое положение колёсной пары.
Литература
1. «Электровоз 3ЭС5К»
2. Левицкий А.П. «Охрана труда»
3. Справочник по ремонту электровозов
4. В.Н. Находкин «Ремонт электровозов и электропоездов»
5. Правила по технике безопасности ЦТ-3499
Размещено на Allbest.ru
...Подобные документы
Назначение, конструкция и технические данные буксового узла. Основные неисправности, причины возникновения и способы их предупреждения. Периодичность ремонта и технического обслуживания буксового узла. Процесс ремонта и испытание буксового узла.
курсовая работа , добавлен 01.03.2012
Назначение и условие работы буксового узла маневрового тепловоза. Основные неисправности, причины их возникновения и способы предупреждения. Периодичность, сроки и объем плановых технических обслуживаний, текущих и средних ремонтов. Технология ремонта.
курсовая работа , добавлен 31.03.2015
Конструкция рамы тележки. Неисправности сборочной единицы тепловоза, их причины, способы предупреждения. Требования к объему работ по сборочной единице согласно правилам ремонта тепловозов. Структурная схема технологического процесса ремонта рамы тележки.
курсовая работа , добавлен 16.05.2014
Условия работы электропневматических контакторов. Основные неисправности деталей локомотивов, причины их возникновения и способы предупреждения. Периодичность, сроки и объем плановых технических обслуживаний локомотивов, текущих и средних ремонтов.
курсовая работа , добавлен 28.05.2012
Назначение, конструкция и условия работы шатуна дизеля Д100. Описание характеристик неисправностей и износа деталей данной сборочной единицы. Рассмотрение особенностей ремонта малого и большого колец и поршней. Изучение ведомости ремонтных работ.
курсовая работа , добавлен 12.09.2015
Основные элементы конструкции подшипников и назначение буксового узла. Характеристика материалов, периодичность и сроки ремонта роликовых подшипников. Выбор и обоснование выбранного метода восстановления. Охрана труда и меры по технике безопасности.
курсовая работа , добавлен 21.08.2011
Назначение и условия работы масляного насоса тепловоза. Неисправности, их причины и способы предупреждения. Периодичность и сроки планового технического обслуживания и текущего ремонта с разборкой и без нее. Сборка, проверка и испытание масляного насоса.
курсовая работа , добавлен 21.02.2013
Описание назначения, устройства, основных требований, предъявляемых к подвеске. Рассмотрение возможных неисправностей независимой подвески автомобиля ВАЗ-2108, причин их возникновения и способов устранения неполадок. Замена панели боковины кузова машины.
курсовая работа , добавлен 21.03.2010
Назначение и основные элементы сборочной единицы. Условия работы и характерные повреждения. Приспособления, техническая оснастка, средства механизации, оборудование, применяемые при ремонте электродвигателя. Особенности сборки, проверки и испытания.
реферат , добавлен 10.11.2012
Периодичность, структура и объем плановых замен деталей заднего моста автомобиля. Разработка чертежа заднего моста со встроенным датчиком. Технологический процесс разборки для выполнения плановых замен деталей. Система технического обслуживания и ремонта.